

 English
English  Spanish
Spanish  French
French  German
German 继续节目或跳过队列
当编辑复杂的任务(例如模具或复杂的雕刻工作)可能需要很长时间才能完成时,断电或损坏的工具意味着您必须从头开始整个 Gcode 文件。
从头开始重新启动 Gcode 文件需要花费大量时间和资源。
为了有效地从中断处继续编辑过程,MASSO 具有程序恢复或换行功能。
- 请注意,跳至行目前不适用于车床。
- 通过此功能,当前的 Gcode 行号保存在内部高速存储器中,即使在编辑过程中关闭机器,
- 编辑时,MASSO 会自动将最后一个行号保存在内存中。
- Jump to Line 中使用的行号是 MASSO 继续编辑时将执行的第一行 Gcode。计算起始位置时,MASSO 会移动到紧邻选定行之前的位置,以便在继续时可以编辑选定的 Gcode 行。
- 当您选择以换刀为起点的 Gcode 行时,由于 MASSO 会启动前一个 Gcode 行来执行请求的 Gcode 行,因此会切换到上一个工具进行准备,然后执行请求的行并切换工具。 。
- 可以使用“从行继续编辑”按钮从 Gcode 编辑页面访问换行符。

继续切割
- 如果设备已关闭,请将其打开
- 如果机器已关闭、按下紧急停止开关或您丢失了位置,请在家中更换机器。
- 转至“上传 F6 文件”屏幕,如果尚未上传 Gcode 文件,请按外部键盘上的 F6 键或屏幕上的“上传 F6 文件”按钮。

- 按外部键盘上的 F2 键或屏幕上的F2 程序和 MD键可访问 F2 程序和 MDI屏幕。

- 按跳至线路按钮。
 或使用外部键盘上的CTRL+J打开“继续程序”窗口。
或使用外部键盘上的CTRL+J打开“继续程序”窗口。
- 最后编辑的行号会自动输入。根据程序的不同,从最后当前行返回几行以继续编辑几行,然后再停止。
- 选择“开始在线”按钮。
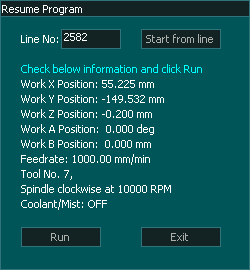
 MASSO 会处理 Gcode 文件,直到您输入的行号。
MASSO 会处理 Gcode 文件,直到您输入的行号。 - 编辑完成后,MASSO 会从 Gcode 文件计算所有编辑参数并将其显示在屏幕上。
- 仔细查看信息并单击“运行”按钮。

- Z 轴移动到原始位置,X 轴移动到原始位置。
- 按下循环开始按钮。
 每次轴移动后,检查轴是否已到达正确的起始位置后
每次轴移动后,检查轴是否已到达正确的起始位置后 - 最后移动到位的轴是 Z 轴。
进入编辑屏幕
在 MASSO G3 或 MASSO Touch Gcode 编辑屏幕上,您可以选择要开始的 Gcode 行。
- 单击编辑按钮
 F6-Load_File页面打开Gcode程序
F6-Load_File页面打开Gcode程序 - 向下滚动页面,然后将光标放在要开始的 Gcode 行上。
- 单击“继续在线编辑”按钮。 屏幕上。
- MASSO 关闭编辑器并打开“转到行”页面,其中行号已填写。
- 选择“开始在线”按钮。 MASSO 会处理 Gcode 文件,直到您输入的行号。
- 编辑完成后,MASSO 会从 Gcode 文件计算所有编辑参数并将其显示在屏幕上。
- 仔细查看信息并单击“运行”按钮。
- Z 轴移动到原始位置,X 轴移动到原始位置。
- 按下循环开始按钮。 每次轴移动后,检查轴是否已到达正确的起始位置后
- 最后移动到位的轴是 Z 轴。
信息:当您选择以工具更改为起点的 Gcode 行时,由于 MASSO 启动前一个 Gcode 行来执行请求的 Gcode 行,因此它会切换到准备中的前一个工具,然后执行请求的工具。生产线变更和工具变更。
使用 Plasma 软件上网
在 Plasma 软件中使用换行符时,MASSO 会根据所使用的软件版本在 Gcode 文件中搜索最后一个 M5 或 M3 命令,并作为起始行。
如果您选择的行是 M5 指令,则将使用该行。
如果没有之前的M5或M3命令,则返回到Gcode文件的开头。
使用 Plasma Jump to Line 的操作与 Mill 软件类似。