- Werkzeug 0
- Der Laserpointer dient als Referenzpunkt für die Nullstellung der X- und Y-Achse.
- Indem Sie einen Punkt auf Ihrem Material auswählen und dessen X- und Y-Koordinaten auf Null setzen, übertragen Sie diese automatisch auf die anderen Spindeln Ihrer Maschine.
- Mit dem Trockenlauf-Laserpointer können Sie Ihr bearbeitetes Teil testen, um sicherzustellen, dass es zu Ihrem Material passt.
- Beim Trockenlauf Ihrer Gcode-Datei werden Kühlmittel-Ein/Aus-G-Codes sowie Werkzeugwechsel und Höhenänderungen der Z-Achse ignoriert.
- Ein TTL-Ausgang kann zum Ein- und Ausschalten des Laserpointers zugewiesen werden und schaltet sich automatisch ein, wenn der Laserpointer ausgewählt wird. Dies kann bei Bedarf über ein MASSO-Relaismodul erfolgen.

Laserpointer-Ausgang
Konfiguration mit mehreren Köpfen
INFORMATION: Um den Trockenlaufmodus zu verlassen, müssen Sie die Taste „Trockenlauf“ drücken.  und der Laser schaltet sich aus und Sie kehren zum vorherigen Werkzeug zurück. Sie können den Test nicht durch Wechseln zu einem anderen Tool beenden, da der Test Tool-Wechselanfragen ignoriert.
und der Laser schaltet sich aus und Sie kehren zum vorherigen Werkzeug zurück. Sie können den Test nicht durch Wechseln zu einem anderen Tool beenden, da der Test Tool-Wechselanfragen ignoriert.
Der Dry-Run-Laserpointer
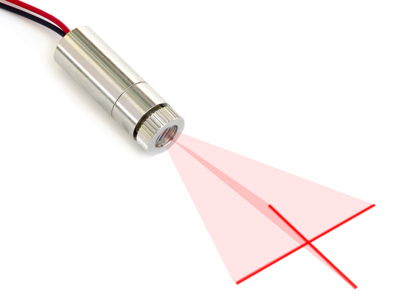
- Der verwendete Laser ist ein kleiner Laser mit geringer Leistung, typischerweise 5 mW oder weniger, und kann je nach Anforderungen ein Punkt oder ein Kreuz sein. Generell gilt: Je geringer die Laserleistung, desto besser ist das Sehen für die Augen; Dies muss jedoch mit dem Umgebungslichtniveau in Einklang gebracht werden.
Verbindung und Konfiguration
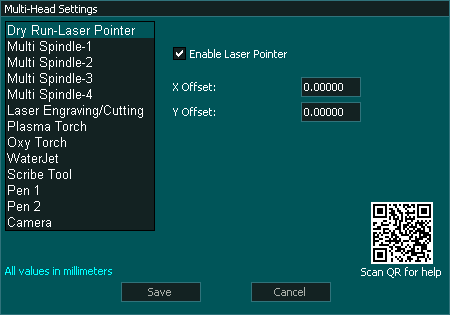
- Stellen Sie einen TTL-Ausgang als Laserpointer ein/aus
- Verdrahten Sie gemäß dem Diagramm unten. Stellen Sie sicher, dass Sie Ihren Laser mit der richtigen Spannung versorgen, da er sonst beschädigt wird.
- Geben Sie den X- und Y-Versatzwert Ihres Hauptwerkzeugs ein, den Sie als Referenz für die Maschine verwenden möchten. Dies ist normalerweise die Hauptspindel, der Plasmakopf oder der WaterJet-Kopf.
- Alle Mehrkopf-Offsets müssen sich auf denselben Kopf beziehen.
Laserausrichtung
- Der Trockenlauflaser kann auf der Z- oder X-Achse montiert werden.
- Wenn der Laser auf der Z-Achse montiert ist, muss er so ausgerichtet werden, dass sich seine Position beim Auf- und Abbewegen der Z-Achse nicht ändert.
- Um den Laser auszurichten, markieren Sie einen Punkt auf dem Tisch und heben und senken Sie die Z-Achse. Wenn sich der Laserpunkt relativ zum Referenzpunkt bewegt, bewegen Sie den Laser in seiner Halterung, um ihn neu auszurichten. Diese Ausrichtung muss sowohl im
- Wenn der Laser auf der X-Achse montiert ist, muss er auch auf der X-Achse ausgerichtet werden.

Kalibrieren Sie einen Trockenlauflaser am Hauptkopf
- Alle Mehrkopf-Offsets müssen sich auf denselben Kopf beziehen. Dies ist die Hauptspindel, beispielsweise in einer Mühle.
- Stellen Sie sicher, dass der Offset des Kopfes, den Sie mit dem Masterkopf kalibrieren, auf der Multikopf-Setup-Seite auf 0 eingestellt ist.
- Begrüßen Sie Ihre Maschine.
- Stellen Sie sicher, dass das aktuelle Werkzeug Ihr Hauptkopf ist. Wenn nicht, ändern Sie es mit MDI, zum Beispiel T1 M06.
- Machen Sie mit dem Hauptkopfwerkzeug eine kleine Referenzmarkierung. Im Falle eines Stifts kann eine V-Spitze verwendet werden, um eine genau definierte Referenzmarke zu erzeugen.
- Stellen Sie die Anzeige der X- und Y-Achse auf Null
- Wechseln Sie zum Trockenlauflaser, indem Sie MDI aufrufen und die Taste drücken
 Taste
Taste - Bewegen Sie den Laserpointer zur Referenzmarkierung des Hauptkopfes und richten Sie ihn aus.
- Lesen Sie die DRO-Werte der X- und Y-Achsen ab und geben Sie diese Werte in den X- und Y-Offset für den Trockenlauf des Lasers ein.
- DRO-Messwerte zeigen jetzt 0 in der DRO-X- und -Y-Achse an, wenn die richtigen Werte eingegeben wurden.
- Wenn die von Ihnen eingegebenen Werte den DRO-Wert verdoppeln, setzen Sie ihn nicht auf 0, sondern ändern Sie ihn in einen positiven oder negativen Wert. Beispielsweise würde 106,753 zu -106,753 und umgekehrt
- Beenden Sie den Trockenlauflaser, indem Sie die MDI-Taste drücken Taste
- Ihr Trockenlauflaser ist nun kalibriert.
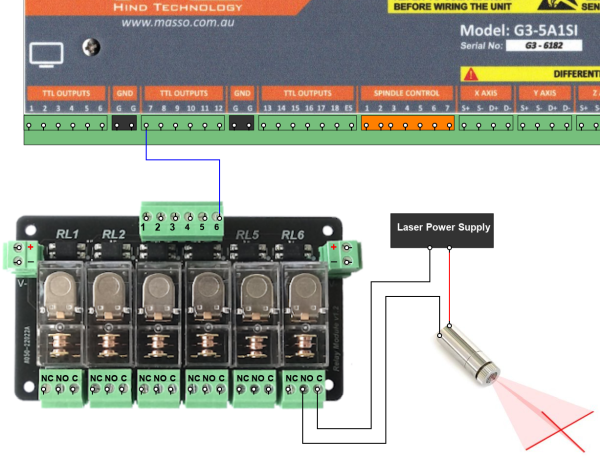
Beispiel für einen Schaltplan
ACHTUNG: Das folgende Beispiel soll das Konzept der Verkabelung eines solchen Systems veranschaulichen. Die tatsächliche Verkabelung Ihrer Maschine hängt von der verwendeten Hardware und Ihren Anforderungen ab. Informationen zur korrekten Verkabelung der ausgewählten Hardware finden Sie in Ihrem Benutzerhandbuch. Wenden Sie sich im Zweifelsfall an einen qualifizierten Elektrotechniker, um Hilfe bei der Verkabelung Ihrer Maschine zu erhalten.
Verwendung des Test-Laserpointers
- Wählen Sie in MDI die Option „Probelauf“ aus Dadurch wird der Laser automatisch eingeschaltet und MASSO in den Trockenlaufmodus versetzt.
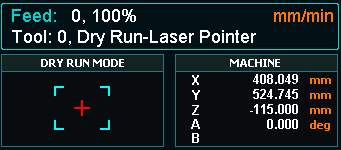
- Im Trockenlaufmodus blinkt das Trockenlaufmodus-Symbol auf dem Display.

- Im Trockenlaufmodus startet die Spindel oder der Plasmabrenner nicht, das Kühlmittel zündet nicht und die Z-Achse bewegt sich nicht unter der Steuerung von Gcode. Dazu gehören Antastzyklen.
- Wenn Sie möchten, können Sie die X- und Y-Achse mit dem Laser auf Null stellen. Wenn Sie den Probelaufmodus verlassen, werden die Koordinaten vom neu ausgewählten Werkzeug versetzt.
- Sie können Ihre Gcode-Datei auf Dry Run hochladen, falls Sie dies noch nicht getan haben.
- Führen Sie bei Bedarf Ihre Gcode-Datei aus. Der Laser zeigt an, wie sich der Werkzeugweg bei der Bearbeitung des Teils entwickelt.
- Um den Trockenlaufmodus zu verlassen, drücken Sie die Trockenlauftaste und der Laser schaltet sich aus und Sie kehren zum vorherigen Werkzeug zurück.
- Sie können den Probelaufmodus nicht durch Wechseln zu einem anderen Werkzeug verlassen, da Werkzeugwechselanforderungen ignoriert werden.
- Für dieses Tool gibt es keine speziellen Schaltflächen auf dem F2-Bildschirm.
Trockenausführung ohne Laser
Dry Run kann ohne Laserpointer verwendet werden.
Wenn Sie keinen Laser verwenden, lassen Sie die X- und Y-Achsenversätze im Setup-Bildschirm des Dry Multi-Head Laser Pointer auf 0 eingestellt.
Dadurch wird die Spindel, der Plasmabrenner oder ein anderer Kopf über den Tisch bewegt und der Schneidpfad angezeigt.
Die Z-Achse bewegt sich nicht unter Gcode-Steuerung.


 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese