
- Multi Spindle ist eine Zusatzfunktion, die für Ihren MASSO G3 oder MASSO Touch erworben werden kann.
- Werkzeuge 101 - 104
- Jeder Kopf ist auf einer gemeinsamen Z-Achse montiert und bewegt sich mithilfe des Auf-/Ab-Signals für diese Kopfeinheit in die richtige Position.
- Die Positionierung erfolgt üblicherweise über einen Pneumatikzylinder.
- Die Mehrkopfspindel ist nicht für Maschinen mit individuellen Z-Achsen-Antrieben geeignet
- Die Mehrspindeln 1 bis 4 bieten 4 zusätzliche Spindeln, die zur Z-Achse hinzugefügt werden können. Dies ergibt insgesamt 5 konfigurierbare Spindeln in MASSO
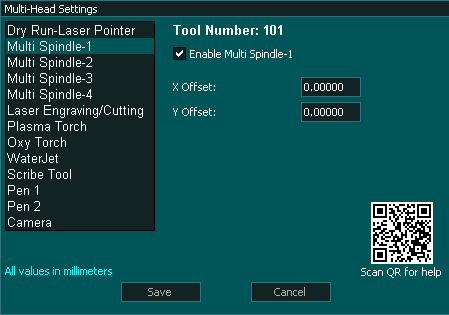
- Jeder Pin wird auf der Multi-Header-Konfigurationsseite konfiguriert und kann je nach Bedarf einzeln aktiviert oder deaktiviert werden.
- Jede Mehrspindel verfügt über X- und Y-Versatze, die vom Mittelpunkt der Hauptspindel oder einem anderen geeigneten Referenzpunkt nach Wahl des Benutzers definiert werden.
- Jede Mehrspindel verfügt über eine eigene Werkzeugnummer und einen entsprechenden Werkzeugeintrag in der F4-Tabelle „Werkzeuge und Werkstückversätze“.
- Werkzeuglängenunterschiede auf der Z-Achse werden in der MASSO F4-Werkzeugtabelle verwaltet; Beachten Sie jedoch, dass Ihr Gcode das Bewegen auf eine sichere Z-Höhe vor dem Wechsel von einer Spindel zur anderen beinhalten muss, um sicherzustellen, dass das neue Werkzeug beim Spindelwechsel nicht mit dem Material in Berührung kommt. Siehe den besonderen Hinweis für Mehrkopfbenutzer im M06- Gcode-Befehl.
- Die Werkzeugauswahl 101 bis 104 erfolgt dann über den M6-Befehl, statt dass die Hauptspindel das Werkzeug anwählt; Stattdessen wird der dedizierte Pin ausgewählt.
- Mehrspindel 1 - Werkzeug 101
- Mehrspindel 2 - Werkzeug 102
- Mehrspindel 3 - Werkzeug 103
- Mehrspindel 4 - Werkzeug 104
- Für jeden Pin, einschließlich des Hauptpins, steht eine eigene Pin-Auswahl zur Verfügung, die jedem MASSO-TTL-Ausgang zugewiesen werden kann. Sie werden verwendet, um die Welle in Position zu bringen oder sie zurückzuziehen, wenn sie nicht benötigt wird. Außerdem wird die Pin-Steuerung auf den ausgewählten Pin geändert.
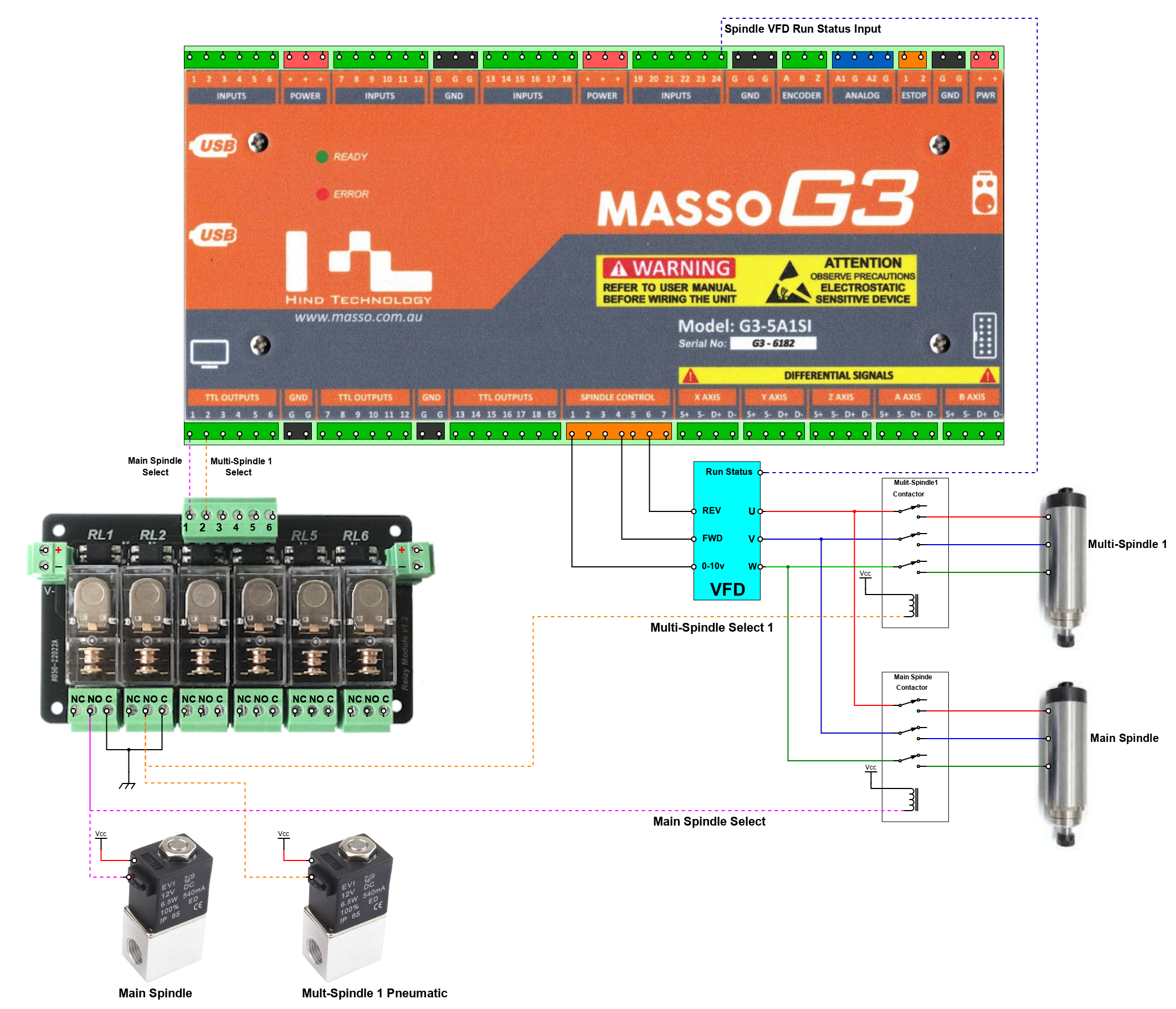
- Ein Spindel-VFD-Laufstatuseingang ist vorhanden, um zu überwachen, wann die Spindel läuft, und um zu verhindern, dass sie auf eine neue Spindel umschaltet, bis sie stoppt.
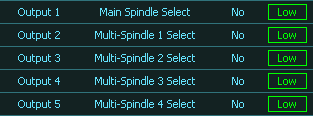
Ausgewählte Multi-Pin-Ausgänge

Eingabe des Arbeitsstatus der Spindel-VFD
Konfiguration mit mehreren Köpfen

F4-Werkzeuge und Ursprungsversätze
Einstellung
- Wählen Sie „Aktivieren“ für jede Mehrspindel, die Sie verwenden möchten. Aktivieren Sie nur die Achsen, die Sie verwenden möchten.
- Der Hauptpin wird immer in einer Multi-Pin-Konfiguration verwendet und kann insgesamt bis zu 5 Pins aktivieren.
- Weisen Sie den TTL-Ausgang der Hauptpinauswahl zu.

- Weisen Sie jedem aktivierten Pin einen TTL-Ausgang für die Multipin-Auswahl zu.

- Weisen Sie einen Eingang als Betriebszustand des Spindel-VFD zu.

- Stellen Sie Ihren VFD so ein, dass er ein Signal aussendet, wenn der VFD läuft. Alle VFDs sollten über diese Option verfügen und können den Ausgang als Open-Collector- oder Relaisausgang bereitstellen. Konfigurieren Sie den Spindel-VFD-Betriebsstatuseingang so, dass er einen logischen Low-Wert anzeigt, wenn der VFD im Leerlauf ist, und einen logischen High-Wert, wenn der VFD läuft. Der Laufstatuseingang des VFD dient zur Überwachung, wenn die Spindel läuft, und verhindert, dass sie auf eine neue Spindel umschaltet, bis sie stoppt.
- In der Mehrkopfkonfiguration können Sie für jede Spindel den X- und Y-Versatzwert als Referenz vom Mittelpunkt der Hauptspindel oder einem anderen geeigneten Referenzpunkt nach Wahl des Benutzers eingeben.
INFORMATION: Wenn MASSO startet und zurückkehrt, kehrt MASSO zu den X-, Y- und Z-Achsen zurück, wobei alle Haupteinheiten eingefahren sind. Der Hauptstift wird dann in Position gebracht und in Auto Tool Zero aktiviert, wenn Sie ihn als Teil der Referenzroutine aktiviert haben. Sobald dies abgeschlossen ist, fährt die Hauptspindel zurück und das zuletzt geladene Werkzeug wird in die Position abgesenkt.
Multipin-Logik
- Beispielsweise wird ein Gcode-Befehl ausgegeben. T101M6
- Wenn ein Werkzeugwechselbefehl erteilt wird, prüft MASSO, welche Spindel benötigt wird.
- Die Werkzeuge 1 bis 100 wählen die Hauptspindel aus und wenn es sich bei der Spindel um eine ATC-Spindel handelt, funktioniert sie normal mit dem Werkzeugwechsler.
- Wenn das ausgewählte Werkzeug 101 bis 104 ist, werden Mehrspindel 1 bis 4 ausgewählt.
- Mehrspindel 1 - Werkzeug 101
- Mehrspindel 2 - Werkzeug 102
- Mehrspindel 3 - Werkzeug 103
- Mehrspindel 4 - Werkzeug 104
- MASSO prüft den Status des Spindel-VFD-Statuseingangs und wartet, bis dieser wieder auf Low geht, bevor es fortfährt.
- Unabhängig davon, welcher Pin ausgewählt ist, ist der entsprechende Pin-Auswahlausgang hoch.
- Wenn Werkzeug 101-104 ausgewählt ist, stellt die Spindel das Werkzeug nicht automatisch auf Null, da diese Werkzeuge bei der Erstinstallation mithilfe der F4-Tabelle gemessen werden müssen.
- Wenn Werkzeug 1-100 ausgewählt ist, kann die Hauptspindel automatisch Kontakt mit dem Werkzeugnullpunkt herstellen, sofern dies in den F1-Einstellungen aktiviert ist.
Mehrpolige Verkabelung
Pin-Auswahlausgang
Der Spindle Select-Ausgang kann einem alternativen TTL-Ausgang zugewiesen werden.
Dieser Ausgang ist dafür verantwortlich, den ausgewählten Pin in Position zu bringen und den Pin zurückzuziehen, wenn er nicht mehr ausgewählt ist. Normalerweise erfolgt dies über Pneumatikzylinder. Bei hoher Durchflussrate drückt der Pneumatikzylinder die Welle nach unten in Position, bei geringer Durchflussrate fährt der Zylinder zurück.
Der Ausgang leitet auch die Pin-Steuerung an den erforderlichen Pin. Dies kann mit 2 Methoden erfolgen.
- Die Steuersignale für Geschwindigkeit, Vorwärts- und Rückwärtsspindel könnten auf den dafür vorgesehenen Pin geschaltet werden, und jeder Pin hätte seinen eigenen VFD.
- Die Maschine ist mit einem VFD ausgestattet und die dreiphasige Stromversorgung wird durch eine dreiphasige Schütz-Relaiseinheit auf den ausgewählten Pin geschaltet.
WARNUNG: Bei Verwendung eines einzelnen VFD muss der VFD-Statuseingang dem Pin zugewiesen werden und der VFD muss für die Ausgabe des VFD-Statussignals konfiguriert werden, da wechselnde Lasten auf einem in Betrieb befindlichen VFD den VFD und andere Geräte beschädigen können. .
WARNUNG: Bei der Verkabelung eines Frequenzumrichters ist äußerste Vorsicht geboten. Das folgende Verkabelungsbeispiel soll das Konzept der Verkabelung eines solchen Systems veranschaulichen. Die tatsächliche Verkabelung Ihrer Maschine hängt von der verwendeten Hardware und Ihren Anforderungen ab. Informationen zur richtigen Verkabelung Ihres Frequenzumrichters und anderer Hardware finden Sie in Ihrem Benutzerhandbuch. Wenden Sie sich im Zweifelsfall an einen qualifizierten Elektrotechniker, um Hilfe bei der Verkabelung Ihrer Maschine zu erhalten.
Beispiel für einen Schaltplan
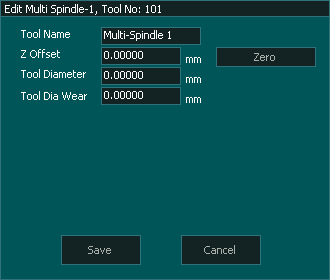
Z-Versatz-Einstellwerkzeug
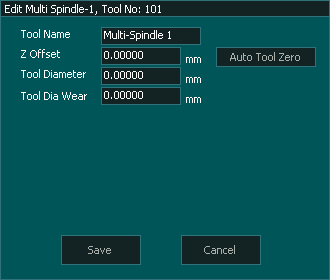
Um den Z-Versatz des Werkzeugs auf Ihrem Mehrspindler einzustellen, gehen Sie zur F4-Werkzeugtabelle und doppelklicken Sie auf das gewünschte Werkzeug 101 – 104
Mehrspindel 1 - Werkzeug 101
Mehrspindel 2 - Werkzeug 102
Mehrspindel 3 - Werkzeug 103
Mehrspindel 4 - Werkzeug 104
Drücken Sie Auto Tool Zero und das Werkzeug wird in der Spindel gemessen.
Es ist nicht erforderlich, das Werkzeug erneut zu vermessen, es sei denn, Sie wechseln das Werkzeug in der Spindel.
Wenn der automatische Werkzeugnullpunkt auf Ihrer Maschine nicht konfiguriert oder aktiviert ist, wird die Option „Automatischer Werkzeugnullpunkt“ nicht angezeigt, sondern eine Nullpunktoption. Anschließend müssen Sie das Tool manuell zurücksetzen.
Es wird dringend empfohlen, zum Messen von Werkzeuglängen den automatischen Werkzeugnullpunkt zu konfigurieren und zu verwenden.
Länge des Messwerkzeugs
Bitte beachten Sie, dass MASSO sie von der Verwendung von Auto Tool Zero während eines Werkzeugwechsels ausschließt, da jedes der Mehrspindelwerkzeuge eine feste Länge hat und während der Werkzeuginstallation gemessen wurde.
Der Hauptstift verwendet weiterhin normal die Funktion „Auto Tool Zero“, wenn diese aktiviert ist.


 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese