
- Multi Spindle es una función complementaria que se puede adquirir para su MASSO G3 o MASSO Touch.
- Herramientas 101 - 104
- Cada cabezal está montado en un eje Z común y se mueve a su posición usando la señal Arriba/Abajo para esa unidad principal.
- El movimiento a la posición se realiza normalmente mediante un cilindro neumático.
- El husillo de cabezales múltiples no está diseñado para máquinas que tienen unidades de eje Z individuales
- Los multihusillos 1 a 4 proporcionan 4 husillos adicionales que se pueden agregar al eje Z. Esto da un total de 5 husillos configurables en MASSO
- Cada husillo se configurará en la página de configuración de cabezales múltiples y se puede habilitar o deshabilitar individualmente según sea necesario.
- Cada multihusillo tiene compensaciones X e Y definidas desde el punto central del husillo principal o algún otro punto de referencia adecuado que elija el usuario.
- Cada multihusillo tiene un número de herramienta dedicado y una entrada de herramienta correspondiente en la tabla F4 Herramientas y compensaciones de trabajo.
- Las diferencias en la longitud de la herramienta del eje Z se gestionan dentro de la tabla de herramientas MASSO F4; sin embargo, tenga en cuenta que su Gcode debe incluir un movimiento a una altura Z segura antes de cambiar entre husillos para garantizar que la nueva herramienta no entre en contacto con el material cuando cambia el husillo. Consulte la nota especial para usuarios de cabezales múltiples en el comando M06 Gcode.
- Luego, las herramientas 101 a 104 se seleccionan usando el comando M6 en lugar de que el husillo principal seleccione la herramienta; en su lugar, se seleccionará el husillo dedicado.
- Husillo múltiple 1 - Herramienta 101
- Husillo múltiple 2 - Herramienta 102
- Husillo múltiple 3 - Herramienta 103
- Husillo múltiple 4 - Herramienta 104
- Hay disponible una selección de husillo dedicada para cada husillo, incluido el principal, y se puede asignar a cualquier salida TTL de MASSO. Se utilizan para mover el eje a su posición o retraerlo cuando no es necesario. También cambia el control del husillo al husillo seleccionado.
- Se proporciona una entrada de estado de ejecución del VFD del husillo para monitorear cuándo el husillo está funcionando y evitar que cambie a un nuevo husillo hasta que se detenga.
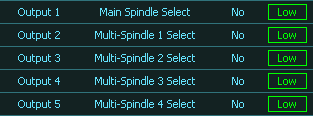
Salidas seleccionadas de múltiples husillos

Estado de ejecución del VFD del husillo Entrada
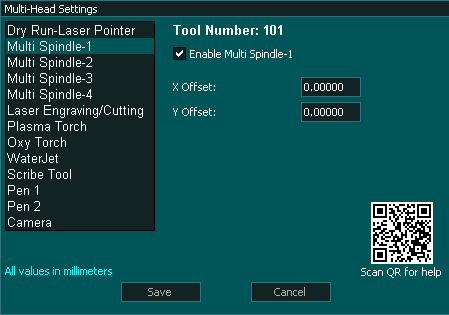
Configuración de cabezales múltiples

Herramientas F4 y compensaciones de trabajo
Configuración
- Seleccione Activar en cada multihusillo que desee utilizar. Habilite solo los ejes que utilizará.
- El husillo principal siempre se utiliza en una configuración de múltiples husillos y puede habilitar hasta 5 husillos en total.
- Asigne una salida TTL para la selección del husillo principal.

- Asigne una salida TTL para la selección de husillo múltiple para cada husillo que habilite.

- Asigne una entrada como Estado de ejecución del VFD del husillo.

- Configure su VFD para emitir una señal cuando el VFD esté funcionando. Todos los VFD deben tener esta opción y pueden proporcionar la salida como colector abierto o como salida de relé. Configure la entrada de estado de ejecución del VFD del husillo para mostrar la lógica baja cuando el VFD está inactivo y la lógica alta cuando el VFD está funcionando. La entrada de estado VFD Run se proporciona para monitorear cuando el husillo está funcionando y evitar que cambie a un nuevo husillo hasta que se detenga.
- En la configuración de cabezales múltiples para cada husillo, puede ingresar el valor de compensación X e Y como referencia desde el punto central del husillo principal o algún otro punto de referencia adecuado que elija el usuario.
INFORMACIÓN: Cuando MASSO arranca y regresa, MASSO regresará a los ejes X, Y y Z con todas las unidades principales retraídas. Luego, el husillo principal se colocará en posición y se activará en Auto Tool Zero si lo tiene habilitado como parte de la rutina de referencia. Una vez completado esto, el husillo principal se retraerá y la herramienta que se cargó por última vez en su posición descenderá a su posición.
Lógica multihusillo
- Comando Gcode emitido, por ejemplo. T101M6
- Cuando se emite un comando de cambio de herramienta, MASSO comprobará qué husillo se requiere.
- Las herramientas 1-100 seleccionarán el husillo principal y, si el husillo es un husillo ATC, funcionará con el cambiador de herramientas de la manera normal.
- Si la herramienta seleccionada es 101 a 104, entonces se selecciona Multihusillo 1 a 4.
- Husillo múltiple 1 - Herramienta 101
- Husillo múltiple 2 - Herramienta 102
- Husillo múltiple 3 - Herramienta 103
- Husillo múltiple 4 - Herramienta 104
- MASSO verifica el estado de la entrada de estado del VFD del husillo y esperará a que baje antes de continuar.
- Cualquiera que sea el huso seleccionado, la salida de selección de husillo correspondiente será alta.
- Si se selecciona la herramienta 101-104, el husillo no realizará un toque automático de herramienta cero ya que estas herramientas deben medirse cuando se instalan inicialmente usando la mesa F4.
- Si se selecciona la herramienta 1-100, el husillo principal puede realizar un toque automático de herramienta cero si está habilitado en la configuración de F1.
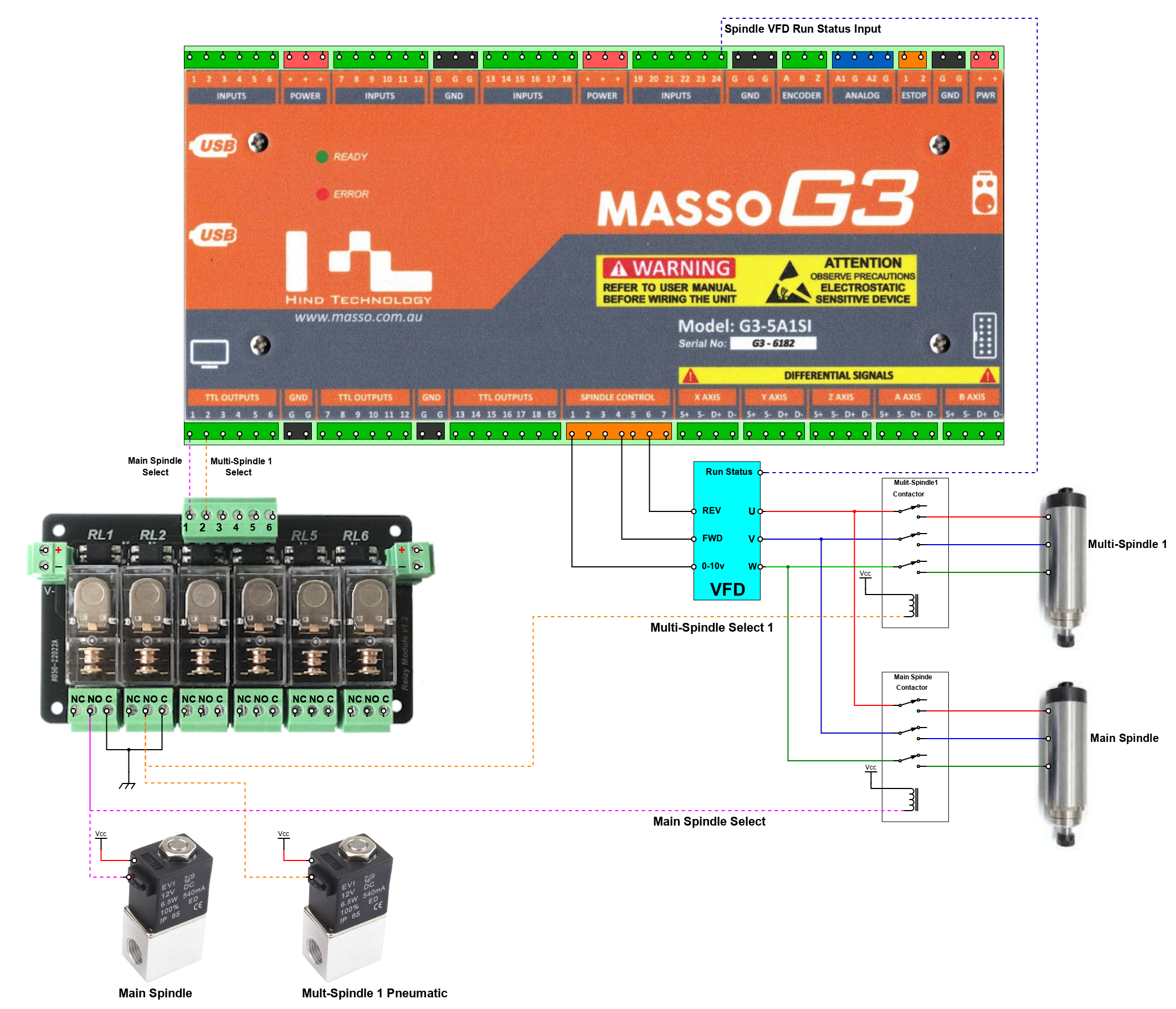
Cableado de múltiples husillos
Salida de selección de husillo
La salida Spindle Select se puede asignar a una salida TTL de repuesto.
Esta salida es responsable de mover el husillo seleccionado a su posición y retraer el husillo cuando ya no está seleccionado. Normalmente esto se hace mediante cilindros neumáticos. Cuando la salida es alta, el cilindro neumático empuja el eje hacia abajo a su posición y cuando la salida baja, el cilindro se retrae.
La salida también dirige el control del husillo al husillo requerido. Esto se puede hacer usando 2 métodos.
- Las señales de control del husillo Velocidad, avance y retroceso podrían cambiarse al husillo designado y cada husillo tendría su propio VFD dedicado.
- La máquina tiene un VFD y la alimentación trifásica se conmuta al husillo seleccionado mediante una unidad de relé contactor trifásico.
ADVERTENCIA: Cuando se utiliza un solo VFD, se debe asignar la entrada de estado del VFD del husillo y configurar el VFD para emitir la señal de estado del VFD, ya que cambiar cargas en un VFD en funcionamiento puede causar daños al VFD y a otros equipos.
ADVERTENCIA: Se requiere extremo cuidado al cablear un VFD. El siguiente ejemplo de cableado pretende ilustrar el concepto de cómo se podría cablear un sistema de este tipo. El cableado real de su máquina dependerá del hardware utilizado y de sus requisitos. Consulte su manual de usuario para conocer la forma correcta de cablear su VFD y otro hardware. Si no está seguro, consulte a un ingeniero eléctrico calificado para que le ayude con el cableado de su máquina.
Ejemplo de diagrama de cableado
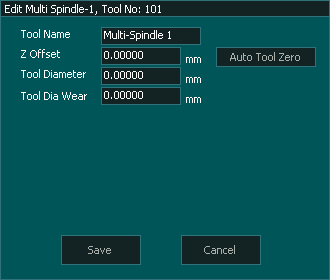
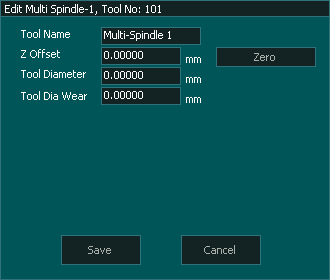
Configuración del desplazamiento Z de la herramienta
Para configurar el desplazamiento Z para la herramienta en su multihusillo, vaya a la tabla de herramientas F4 y haga doble clic en la herramienta requerida 101 - 104
Husillo múltiple 1 - Herramienta 101
Husillo múltiple 2 - Herramienta 102
Husillo múltiple 3 - Herramienta 103
Husillo múltiple 4 - Herramienta 104
Presione Auto Tool Zero y se medirá la herramienta en el husillo.
No es necesario volver a medir la herramienta a menos que cambie la herramienta en el husillo.
Si no tiene configurado o activado el cero automático de herramienta en su máquina, no verá la opción Cero automático de herramienta, sino una opción de cero. Luego deberá poner a cero manualmente la herramienta.
Se recomienda encarecidamente configurar y utilizar el cero automático de herramientas para medir las longitudes de las herramientas.
Longitud de la herramienta de medición
Tenga en cuenta que, como cada una de las herramientas multihusillo tiene una longitud fija y se midió cuando se instaló la herramienta, MASSO las excluye del uso de Auto Tool Zero en un cambio de herramienta.
El husillo principal seguirá utilizando Auto Tool Zero de forma normal si está habilitado.


 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese