

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese G42 – Kompensation des rechten Fräsers
Diese Funktion betrifft nur MASSO G3 und MASSO Touch und befindet sich derzeit im Betatest in Version 5.100b, die in MEINER WERKSTATT zum Download verfügbar ist
Der Fräser bewegt sich um den in den Versatzeinstellungen angegebenen Betrag nach rechts vom ursprünglichen Werkzeugweg.
Offset-Einstellungen bestehen aus 3 Werten, die zusammenarbeiten, um den Offset-Wert festzulegen.
Der Werkzeugwegversatz wird wie folgt berechnet:
Bahnversatz = (Werkzeugdurchmesser + Verschleißdurchmesser) / 2 + P-Wert
Werkzeugdurchmesser – Dies ist der angegebene Durchmesser des aktuellen Fräsers, zum Beispiel 10 mm, und kann in der Werkzeugtabelle auf dem F4-Bildschirm gefunden werden. Erfolgt die Werkzeugkorrektur im CAM, bleibt sie auf 0
Verschleißdurchmesser: Dies ist die Verschleißeinstellung für den aktuellen Fräser, unabhängig davon, ob er übergroß oder untergroß ist. Er befindet sich in der Werkzeugtabelle auf dem F4-Bildschirm.
P-Wert: Dies ist der Radius zum Versetzen des Werkzeugwegs und wird normalerweise in manuell codiertem Gcode verwendet.
Eine ausführlichere Erläuterung der Werkzeugverwaltung in der F4-Werkzeugtabelle finden Sie im Abschnitt Werkzeugdurchmesser und Verschleißwerte verwalten unten auf der Seite.
Syntax und Parameter
- G42 – MASSO verwendet die für das aktuelle Werkzeug angegebenen Durchmesser- und Verschleißwerte
- P-Wert – Dies ist der Radius zur Kompensation des Pfads und wird zum Verschleißdurchmesser-Offset addiert. Wenn kein P-Wert angegeben ist, wird der Verschleißdurchmesser in der Werkzeugtabelle F4 verwendet.
- Werkzeugdurchmesser – Dies ist der Durchmesser des Fräsers und ein positiver Wert.
- Verschleißdurchmesser – Gibt den Grad der Abnutzung des Werkzeugdurchmessers an. Dieser Wert wird für ein untergroßes Werkzeug als negative Zahl eingegeben, während für ein übergroßes Werkzeug ein positiver Wert verwendet werden kann.
Beispielprogramm
N10 T1M06 N20G42
N10 T1M06 N20G42P5
N10 T1M06 N20 G00 X25 Y50 Z25 N30 G01 Z-5 F250 N40G42 N50 Y25 (Eingang) N60 Y-100 N70X100 N80 Y-25 N90X-25 N100G40 N110 X-50 Y-25 (Ausgangsausgang) N120 G00 Z25


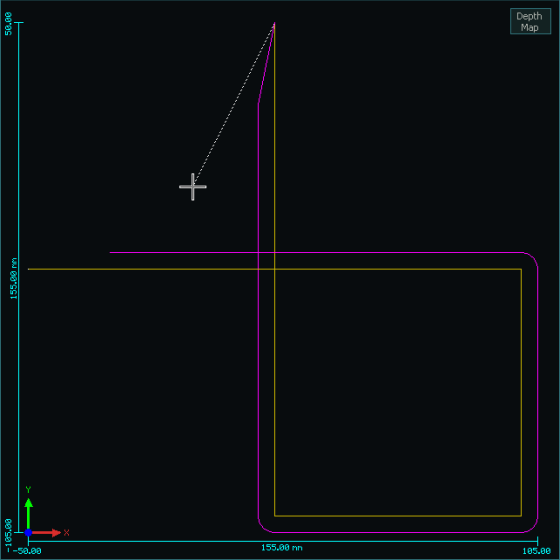
Der Versatzpfad wird in ROT angezeigt 

 Der versetzte Werkzeugweg wird in Lila angezeigt
Der versetzte Werkzeugweg wird in Lila angezeigt
Hinweis: Die endgültige Bewegung wird nicht im Versatz-Werkzeugweg angezeigt, nachdem die Schnittkompensation deaktiviert wurde.
Probleme lösen
Wenn Ihr Offsetmesser für diesen Zweck zu groß ist und sich die Pfadlinien kreuzen.
Wählen Sie einen kleineren, für die Aufgabe besser geeigneten Mäher.
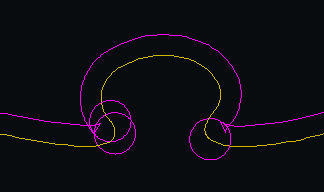
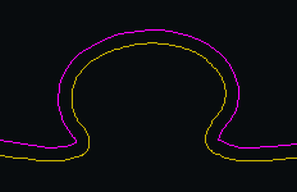
Fräser zu groß Richtige Schnittgröße
WARNUNG: Die folgenden Schnittversatzregeln sind wichtig und ihre Nichtbeachtung kann zu unvorhersehbaren Ergebnissen und Schäden am zu bearbeitenden Teil oder an der Maschine selbst führen.
Regeln für die Erdbeerernte
- Schnittversatzpfade werden berechnet und angezeigt, wenn die Gcode-Datei geladen wird.
- Außenecken werden automatisch abgerundet.
- Gilt nur im G17 XY-Plan
- Gilt nur für X- und Y-Achsenbewegungen.
- Beziehen Sie keine Z-, A- oder B-Achsenbewegungen in den Offset-Abschnitt Ihrer Gcode-Datei ein, da dies zu unvorhersehbaren Ergebnissen führen kann.
- Stellen Sie die erforderliche Schnitthöhe ein, bevor Sie die Schnittkompensation aktivieren.
- Fügen Sie keine nicht schneidenden Bewegungen in den Offset-Abschnitt Ihrer Gcode-Datei ein, da dies zu unvorhersehbaren Ergebnissen führen kann. zum Beispiel das Ein- oder Ausschalten des Kühlmittels
- Zu Beginn der Schicht ist ein erster Umzug an einen sicheren Ort erforderlich.
- Am Ende der Lichtung ist ein Ausgang erforderlich, der einen sicheren Ort darstellt.
- Die Ausfahrbewegung wird nicht als kompensierte Bewegung auf dem Bildschirm angezeigt.
- Verwenden Sie lineare Bewegungen zum Ein- und Aussteigen.
- Der Ein- und Austrittsabstand muss größer sein als der Radius des Fräsers.
- Geben Sie die X- und Y-Koordinaten bei der ersten Bewegung nach Verlassen des Werkzeugversatzes an, andernfalls kann es zu unvorhersehbaren Bewegungen kommen.
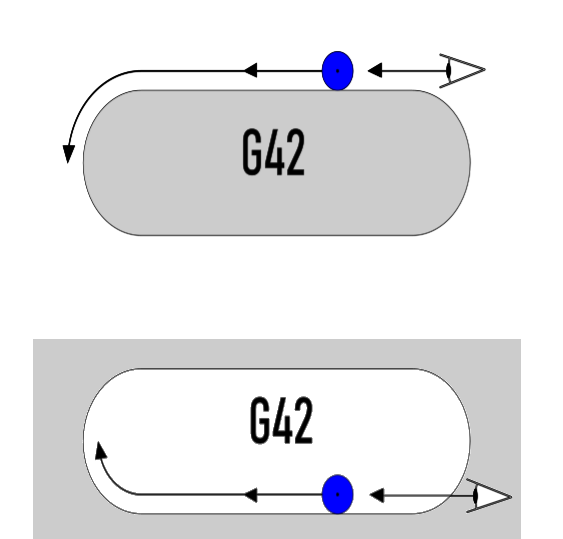
Am besten kann man sich das G42 so vorstellen, dass man hinter dem Messer steht, während es sich von einem entfernt.
Der Fräser bewegt sich rechts vom ursprünglichen Werkzeugweg.
Verwaltung von Werkzeugdurchmesser, Verschleißdurchmesser und P-Wert
Der MASSO-Schnittversatz wurde entwickelt, um maximale Flexibilität und Kompatibilität zu bieten.
Es gibt verschiedene Möglichkeiten für Benutzer, ihre Werkzeuge in der Werkzeugtabelle zu verwalten, je nachdem, was für sie am besten funktioniert und was sie bereits gewohnt sind.
Die für das aktuelle Werkzeug angegebenen Werte für Werkzeugdurchmesser und Verschleißdurchmesser werden bei jeder Aktivierung von G42 automatisch übernommen.
Berechnung des Werkzeugversatzes
Der zur Kompensation des Fräsers verwendete Kompensationswert setzt sich aus 3 Parametern zusammen.
Werkzeugdurchmesser, Verschleißdurchmesser und P-Wert
Der Werkzeugwegversatz wird wie folgt berechnet:
Bahnversatz = (Werkzeugdurchmesser + Verschleißdurchmesser) / 2 + P-Wert
P-Wert
Der P-Wert wird zur Angabe eines Fräserversatzes im Gcode verwendet und ist der Radius zum Versatz der Werkzeugbahn. Beispielsweise würde ein 10-mm-Fräser einen P-Wert von 5 mm verwenden
Wird normalerweise in handcodiertem Gcode verwendet, wenn Sie möglicherweise einen einfachen Werkzeugweg manuell codieren und den Fräser versetzen möchten, um den Werkzeugradius zu berücksichtigen, anstatt ihn im Gcode selbst berücksichtigen zu müssen.
Es ist viel einfacher, ein 100-mm-Quadrat ohne Berücksichtigung des Fräsers manuell zu codieren und dann einen P-Wert zur Kompensation des Fräsers zu verwenden, als die Koordinaten für ein bestimmtes Werkzeug zu berechnen.
Dies würde auf einer Maschine verwendet werden, bei der der Werkzeugdurchmesser in der F4-Werkzeugtabelle auf 0 gesetzt ist, was typisch wäre, wenn der Werkzeugversatz in CAM berechnet wird oder der Fräserversatz nicht verwendet wird.
Wenn Sie dem Werkzeug einen Verschleißdurchmesser zugeordnet haben, wird dieser bei der Berechnung des Versatzes berücksichtigt.
Es wäre nicht üblich, den P-Wert mit dem Werkzeugdurchmesser zu verwenden, aber Sie haben vielleicht eine Anwendung, bei der Sie ihn gerne verwenden würden.
Werkzeugdurchmesser
Wie der Wert des Werkzeugdurchmessers verwendet wird, hängt von Ihrem Gcode ab.
Wenn der Werkzeugwegversatz in Ihrer CAM-Software verwaltet wird, bleibt der Werkzeugdurchmesser bei 0. Dies ist die häufigste Situation bei der Verwendung von CAM-Software.
Wenn der Werkzeugweg den Werkzeugversatz nicht bereits im Gcode enthält, z. B. in einer manuell codierten Gcode-Datei, kann der Werkzeugdurchmesserwert zum Versatz des Werkzeugs verwendet werden.
Dies entspricht der Verwendung des P-Werts, außer dass der Versatz in der F4-Werkzeugtabelle und nicht im Gcode selbst gespeichert wird.
Der Wert des Werkzeugdurchmessers kann der tatsächliche Durchmesser des Fräsers sein, wobei der Grad der Abnutzung des Fräsers berücksichtigt wird.
Alternativ kann dies auch der Nenndurchmesser des Fräsers sein und die endgültige Anpassung der Fräsergröße über den Wert des Verschleißdurchmessers erfolgen.
Verschleißdurchmesser
Mit dem Verschleißdurchmesser können Sie den Werkzeugdurchmesser anpassen, wenn das Werkzeug verschleißt.
Der Verschleißdurchmesser kann ohne Werkzeugdurchmesser oder P-Wert verwendet werden
Es kann auch verwendet werden, um anzuzeigen, dass ein Werkzeug überdimensioniert ist.
- Ein negativer Verschleißwert bedeutet, dass ein Werkzeug unterdimensioniert ist.
- Ein positiver Verschleißwert bedeutet, dass ein Werkzeug überdimensioniert ist.
Beispiel
Ein 10-mm-Werkzeug mit einem Verschleiß von -0,5 mm weist darauf hin, dass das Werkzeug zu klein ist und einen Durchmesser von 9,5 mm hat.
10 + (-0,5) = 9,5 mm Werkzeug
Ein 10-mm-Werkzeug mit 0,5 mm Verschleiß weist darauf hin, dass das Werkzeug überdimensioniert ist und einen Durchmesser von 10,5 mm hat.
10 + (0,5) = 10,5 mm Werkzeug