

 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese G42- Compensation de la fraise droite
Cette fonctionnalité concerne uniquement MASSO G3 et MASSO Touch et est actuellement en test bêta dans la version 5.100b disponible en téléchargement dans MON ATELIER
La fraise se déplacera vers la droite de la trajectoire d'outil d'origine de la valeur spécifiée par les paramètres de décalage.
Les paramètres de décalage sont constitués de 3 valeurs qui fonctionnent ensemble pour spécifier la valeur de décalage.
Le décalage de trajectoire d'outil est calculé comme suit :
Décalage de trajectoire = (Diamètre de l'outil + Diamètre d'usure) / 2 + Valeur P
Diamètre de l'outil – Il s'agit du diamètre spécifié de la fraise actuelle, par exemple 10 mm et se trouve dans le tableau des outils sur l'écran F4. Si la compensation d'outil est effectuée en CAM, celle-ci reste à 0
Diamètre d'usure : Il s'agit du réglage d'usure de la fraise actuelle, qu'elle soit surdimensionnée ou sous-dimensionnée, et se trouve dans le tableau d'outils sur l'écran F4.
Valeur P : il s'agit du rayon permettant de décaler la trajectoire de l'outil et est généralement utilisé dans le Gcode codé manuellement.
Pour une explication plus détaillée de la gestion des outils dans le tableau d'outils F4, voir la section Gestion du diamètre des outils et des valeurs d'usure en bas de page.
Syntaxe et paramètres
- G42 - MASSO utilise les valeurs de Diamètre et d'Usure spécifiées pour l'outil actuel
- Valeur P – Il s'agit du rayon pour compenser la trajectoire et est ajouté au décalage du diamètre d'usure. Si aucune valeur P n'est spécifiée, le diamètre d'usure dans le tableau d'outils F4 sera utilisé.
- Diamètre de l'outil – Il s'agit du diamètre de la fraise et constitue une valeur positive.
- Diamètre d'usure – Indique le degré d'usure du diamètre de l'outil. Cette valeur est saisie sous forme de nombre négatif pour un outil sous-dimensionné, tandis qu'une valeur positive peut être utilisée pour un outil surdimensionné.
Exemple de programme
N10 T1M06 N20G42
N10 T1M06 N20G42P5
N10 T1M06 N20 G00 X25 Y50 Z25 N30 G01 Z-5 F250 N40G42 N50 Y25 (entrée) N60 Y-100 N70X100 N80 Y-25 N90X-25 N100G40 N110 X-50 Y-25 (sortie de sortie) N120 G00 Z25


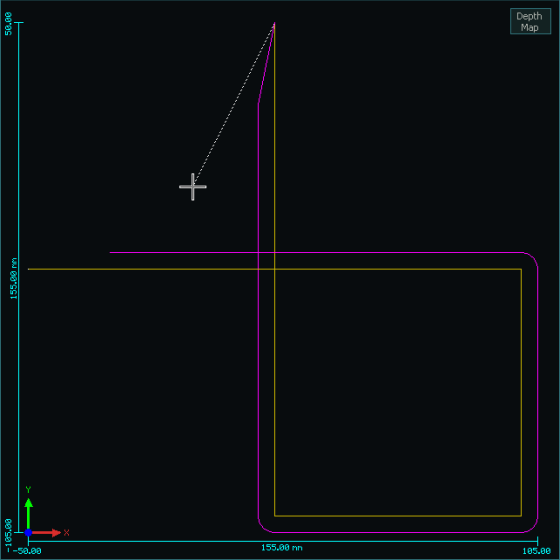
Le chemin de décalage est affiché en ROUGE 

 Parcours d'outil de décalage affiché en violet
Parcours d'outil de décalage affiché en violet
Remarque : Le mouvement final n'est pas affiché dans la trajectoire d'outil de décalage une fois la compensation de coupe désactivée.
Solution de problèmes
Si la taille de votre couteau décalé est trop grande pour cet objectif et que les lignes de chemin se croisent.
Sélectionnez une tondeuse plus petite et plus adaptée au travail.
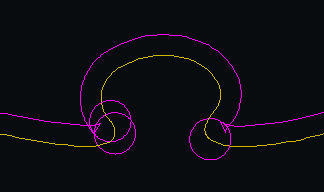
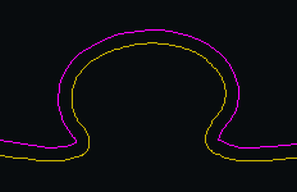
Coupeur trop gros Taille de coupe correcte
AVERTISSEMENT : Les règles de décalage de coupe suivantes sont importantes et leur non-respect peut entraîner des résultats imprévisibles et des dommages à la pièce en cours d'usinage ou à la machine elle-même.
Règles de compensation des fraises
- Les chemins de décalage de coupe sont calculés et affichés lorsque le fichier Gcode est chargé.
- Les coins extérieurs sont automatiquement arrondis.
- Valable uniquement dans le plan G17 XY
- Valable uniquement pour les mouvements des axes X et Y.
- N'incluez pas les mouvements des axes Z, A ou B dans la section de décalage de votre fichier Gcode, car cela peut entraîner des résultats imprévisibles.
- Déplacez-vous jusqu'à la hauteur de coupe requise avant d'activer la compensation de coupe.
- N'incluez pas de mouvements non coupants dans la section de décalage de votre fichier Gcode, car cela peut entraîner des résultats imprévisibles. par exemple, allumer ou éteindre le liquide de refroidissement
- Un déplacement initial est nécessaire pour être dans un endroit sûr au début du décalage.
- Une sortie est requise qui soit un endroit sûr à la fin de la clairière.
- Le mouvement de sortie n'est pas affiché à l'écran comme un mouvement compensé.
- Utilisez des mouvements linéaires pour l’entrée et la sortie.
- La distance d'entrée et de sortie doit être supérieure au rayon de la fraise.
- Spécifiez les coordonnées X et Y lors du premier mouvement après avoir quitté le décalage de l'outil, sinon vous risquez de rencontrer un mouvement imprévisible.
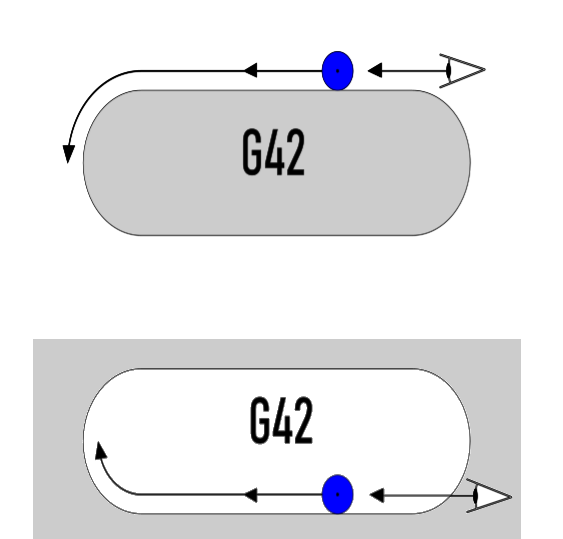
La meilleure façon de penser au G42 est que vous vous tenez derrière le couteau alors qu'il s'éloigne de vous.
La fraise se déplacera vers la droite de la trajectoire d'outil d'origine.
Gestion du diamètre de l'outil, du diamètre d'usure et de la valeur P
Le déport de coupe MASSO a été conçu pour offrir un maximum de flexibilité et de compatibilité.
Il existe plusieurs manières différentes pour les utilisateurs de gérer leurs outils dans le tableau d'outils, en fonction de ce qui leur convient le mieux et de ce à quoi ils sont déjà habitués.
Les valeurs de diamètre d'outil et de diamètre d'usure spécifiées pour l'outil actuel sont automatiquement appliquées à chaque activation de G42.
Calcul du décalage d'outil
La valeur de compensation utilisée pour compenser la fraise est composée de 3 paramètres.
Diamètre de l'outil, diamètre d'usure et valeur P
Le décalage de trajectoire d'outil est calculé comme suit :
Décalage de trajectoire = (Diamètre de l'outil + Diamètre d'usure) / 2 + Valeur P
Valeur P
La valeur P est utilisée pour spécifier un décalage de fraise dans Gcode et correspond au rayon permettant de décaler la trajectoire de l'outil. par exemple, un cutter de 10 mm utiliserait une valeur P de 5 mm
Généralement utilisé dans le Gcode codé manuellement, où vous pouvez coder manuellement un parcours d'outil simple et souhaitez décaler la fraise pour tenir compte du rayon de l'outil plutôt que d'avoir à en tenir compte dans le Gcode lui-même.
Il est beaucoup plus facile de coder manuellement un carré de 100 mm sans tenir compte de la fraise, puis d'utiliser une valeur P pour compenser la fraise, plutôt que de calculer les coordonnées d'un outil particulier.
Ceci serait utilisé sur une machine où le diamètre de l'outil est défini sur 0 dans la table d'outils F4, ce qui serait typique lorsque le décalage d'outil est calculé dans CAM ou que le décalage de fraise n'est pas utilisé.
Si vous avez un diamètre d'usure attribué à l'outil, celui-ci sera pris en compte lors du calcul du décalage.
Il ne serait pas courant que la valeur P soit utilisée avec le diamètre de l'outil, mais vous disposez peut-être d'une application dans laquelle vous souhaitez l'utiliser.
Diamètre de l'outil
La façon dont la valeur du diamètre de l'outil est utilisée dépendra de votre Gcode.
Si le décalage de trajectoire d'outil est géré dans votre logiciel de FAO, alors le diamètre de l'outil sera laissé à 0. Ce serait la situation la plus courante lors de l'utilisation d'un logiciel de FAO.
Si le chemin d'outil n'a pas déjà le décalage d'outil inclus dans le Gcode, tel qu'un fichier Gcode codé manuellement, alors la valeur du diamètre de l'outil peut être utilisée pour décaler l'outil.
C'est la même chose que l'utilisation de la valeur P, sauf que le décalage est stocké dans la table d'outils F4 au lieu d'être dans le Gcode lui-même.
La valeur du diamètre de l'outil peut être le diamètre réel de la fraise en tenant compte du degré d'usure que la fraise peut avoir.
Alternativement, il peut s'agir du diamètre nominal de la fraise et l'ajustement final de la taille de la fraise peut être effectué à l'aide de la valeur du diamètre d'usure.
Diamètre d'usure
Le diamètre d'usure permet d'ajuster le diamètre de l'outil au fur et à mesure de l'usure de l'outil.
Le diamètre d'usure peut être utilisé sans diamètre d'outil ni valeur P
Il peut également être utilisé pour indiquer qu'un outil est surdimensionné.
- Une valeur d'usure négative signifie qu'un outil est sous-dimensionné.
- Une valeur d'usure positive signifie qu'un outil est surdimensionné.
Exemple
Un outil de 10 mm avec une usure de -0,5 mm indique que l'outil est sous-dimensionné et a un diamètre de 9,5 mm.
10 + (-0,5) = outil de 9,5 mm
Un outil de 10 mm avec une usure de 0,5 mm indique que l'outil est surdimensionné et mesure 10,5 mm de diamètre.
10 + (0,5) = outil de 10,5 mm