

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese Spindeldrehzahl-Encoder
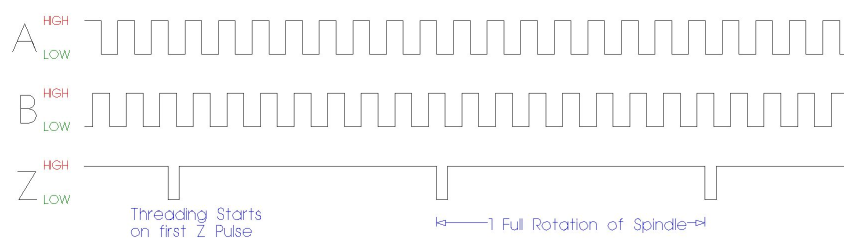
Ein Inkrementalgeber wird zur Überwachung der Spindeldrehzahl und auch zum synchronisierten Gewindeschneiden auf Drehmaschinen verwendet.
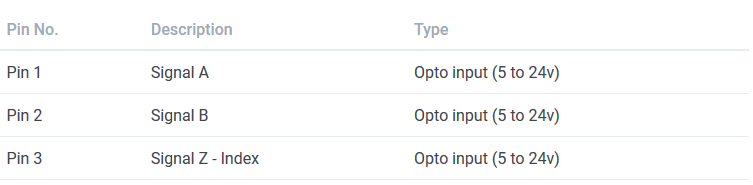
Spindel-Encoder-Signal
MASSO-Spindel-Encoder dreht sich im Leerlauf
HINWEIS: Die maximale Pulsfrequenz an den Encodereingängen für MASSO G3-Controller beträgt 60 kHz.
INFORMATION: Die maximale Pulsfrequenz an den Encodereingängen für MASSO G2-Controller beträgt 8 Khz.
INFORMATION: Der MASSO G2 kann durch den Austausch von 3 Optokopplern und das Entfernen einiger Kondensatoren auf 20 kHz umgerüstet werden.
Spindel-Encoder-Upgrade auf MASSO G2
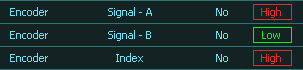
INFORMATION: Alle Eingangssignale können einfach umgekehrt werden, indem Sie den Eingang in der Liste EINGÄNGE auswählen und die Leertaste auf der Tastatur drücken, um das Eingangssignal umzukehren. Diese Einstellungen werden automatisch gespeichert.
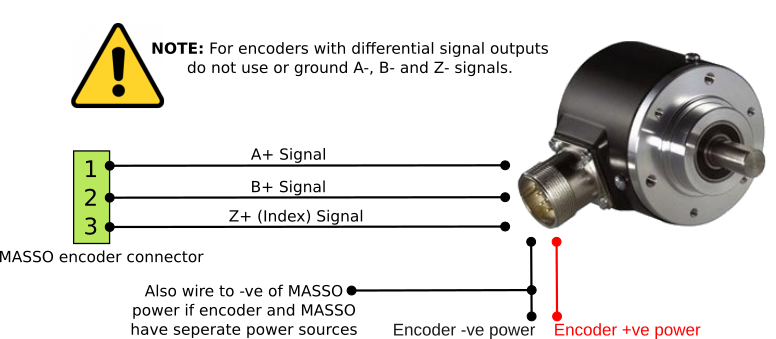
Beispiel für die Verkabelung des Spannungsausgangssignals

Beispiel für die Verkabelung des Leitungssteuersignals/Differenzausgangs
Maximale Encoderfrequenz

Spindeldrehzahl-Encoder für Schleifmaschine
Um die tatsächliche Drehzahl Ihrer Spindel anzuzeigen, müssen Sie einen Encoder verwenden.
Geschwindigkeitssignale, die direkt vom VFD kommen, geben die angeforderte Spindelgeschwindigkeit an, die von MASSO empfangen wurde, und nicht die tatsächliche Spindelgeschwindigkeit.
Wenn an Ihrer Spindel kein Encoder installiert ist, Sie aber eine Geschwindigkeitsanzeige auf dem F2-Bildschirm sehen möchten, wird durch Setzen des Encoderwerts (Impulse pro Umdrehung) auf 0 die an den VFD gesendete Geschwindigkeit angezeigt.
Wenn Ihre Spindel über einen Impulsausgang oder einen externen Encoder verfügt, können Sie diese an den Spindel-Encoder-A-Eingang Ihres G3 anschließen.
MASSO kann damit die Spindeldrehzahl anzeigen.
Geben Sie auf der Hauptspindel-Konfigurationsseite im F1-Bildschirm den von Ihrer Spindel ausgegebenen Impuls pro Encoder-Umdrehung ein.
Die Kopf-Encoder-Eingänge sind wie die übrigen MASSO-Eingänge optisch isoliert. Wie bei allen Eingangssignalen muss das Impulssignal auf die MASSO-Masse bezogen sein.
