

 English
English  Spanish
Spanish  French
French  German
German 主轴转速编码器
增量编码器用于监控主轴速度,也用于车床上的同步螺纹切削。
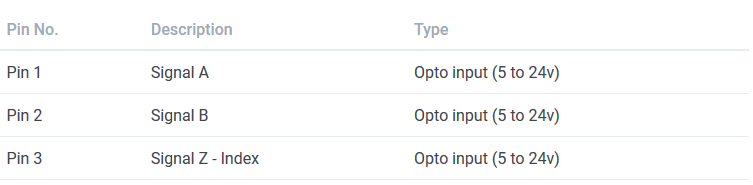
主轴编码器信号
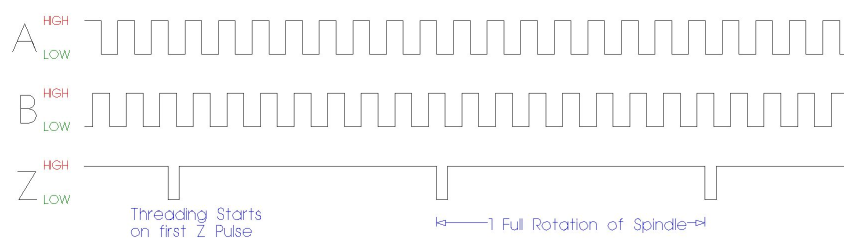
MASSO 主轴编码器空转
注意: MASSO G3 控制器编码器输入的最大脉冲频率为 60 kHz。
信息: MASSO G2 控制器编码器输入的最大脉冲频率为 8 Khz。
信息:通过更换 3 个光耦合器并移除一些电容器,MASSO G2 可以转换为 20 kHz。
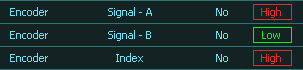
信息:通过在输入列表中选择输入并按键盘上的空格键反转输入信号,可以轻松反转所有输入信号。这些设置会自动保存。
电压输出信号接线示例

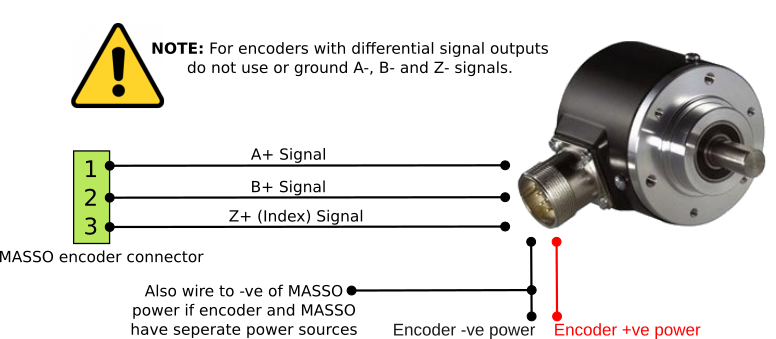
线路控制信号/差分输出接线示例
最大编码器频率

磨床主轴转速编码器
要显示主轴的实际速度,您需要使用编码器。
直接来自 VFD 的速度信号表示从 MASSO 接收到的请求主轴速度,而不是实际主轴速度。
如果您的主轴没有安装编码器,但您想在 F2 屏幕上看到速度显示,则将编码器值(每转脉冲数)设置为 0 将显示发送到 VFD 的速度。
如果您的主轴有脉冲输出或外部编码器,您可以将其连接到 G3 上的主轴编码器 A 输入。
MASSO可以用它来显示主轴转速。
在主轴配置页的 F1 屏幕上,输入编码器每转主轴的脉冲输出。
与其他 MASSO 输入一样,头编码器输入采用光电隔离。与所有输入信号一样,脉冲信号必须以 MASSO 接地为参考。
