

 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese Cambiador de herramientas lineal (Tipo 1)
Se admiten dos tipos de cambiadores de herramientas lineales con algunas entradas y salidas lógicas de control diferentes. Consulte las explicaciones lógicas de Tipo 1 y Tipo 2 y determine cuál se adapta mejor a los requisitos de su máquina.

Seleccionar el cambiador de herramientas
En la ventana del Cambiador de herramientas, seleccione Cambiador de herramientas lineal (Tipo 1) y haga doble clic para configurar.
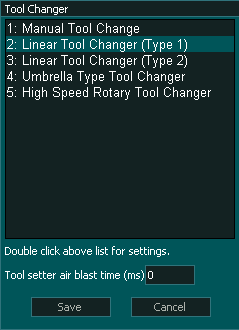
INFORMACIÓN: El chorro de aire del posicionador de herramientas se utiliza para limpiar el polvo del posicionador de herramientas después de cambiar la herramienta y antes de medirla. No se utiliza durante el proceso de cambio de herramienta.
Configurar la lógica del cambiador de herramientas
Entradas y salidas del cambiador de herramientas
Sintaxis utilizada en este documento para las entradas y salidas del cambiador de herramientas
"Cambiador de herramientas - Salida 1" significa Cambio de herramienta - 1 y es una salida
"Cambiador de herramientas - Entrada 1" significa Cambiador de herramientas -1 y es una entrada
Nota: Cualquier entrada o salida del cambiador de herramientas se puede asignar a cualquier entrada o salida en MASSO. El número del cambiador de herramientas no se refiere a un puerto de entrada o salida real.
INFORMACIÓN: Si su máquina no tiene un sensor para una o más de las entradas siguientes, no asigne una entrada a esa función y la lógica de cambio de herramienta ignorará la entrada y continuará.
ENTRADAS
- Cambiador de herramientas: entrada 1 para el estado de la barra de tiro del husillo (bajo para sujetado y alto para sin sujetar)
- Cambiador de herramientas - Entrada 2 para señal OK de ARRIBA del capó antipolvo
- Cambiador de herramientas - Entrada 3 para señal OK de capó antipolvo ABAJO
- Cambiador de herramientas - Entrada 4 para señal OK de bandeja de herramientas ARRIBA
- Cambiador de herramientas - Entrada 5 para señal OK de ABAJO de la bandeja de herramientas ( INFORMACIÓN: Si solo se usa un sensor para el estado ARRIBA/ABAJO , entonces no asigne esta función a ninguna entrada, esta lógica está disponible en G3 v5.01.12a y superior)
SALIDAS
- Abrazadera de mandril M10/M11 para sujetar y soltar la barra de tiro del husillo (Baja para sujetar y Alta para soltar)
- Cambiador de herramientas: Salida 1 para mover la campana antipolvo hacia ARRIBA
- Cambiador de herramientas: salida 2 para mover la cubierta antipolvo hacia ABAJO
- Cambiador de herramientas: salida 3 para mover la bandeja de herramientas hacia ARRIBA
- Cambiador de herramientas - Salida 4 para mover la bandeja de herramientas hacia ABAJO ( INFORMACIÓN: Si solo se usa una válvula para subir/bajar la bandeja, entonces no asigne esta función a ninguna salida, esta lógica está disponible en G3 v5.01.12a y superior)
Lógica del cambiador de herramientas
Cuando se recibe un comando de cambio de herramienta, la lógica del cambiador de herramientas funciona en los siguientes pasos:
- El husillo se apaga y el sistema espera a que se detenga según el valor de "Retardo de desaceleración" del husillo en la configuración del husillo.
- El sistema verifica si la herramienta actual en el husillo está configurada en una ranura en la pantalla F4-Herramientas ; de lo contrario, muestra un error.
- El sistema verifica si la herramienta a cargar está configurada en una ranura en la pantalla F4-Herramientas ; de lo contrario, muestra un error.
- El eje Z sube a la posición de inicio.
- "Cambiador de herramientas - Salida 1" pasa a ALTO para mover el capó hacia ARRIBA, luego el sistema espera durante 6 segundos para que la señal "Cambiador de herramientas - Entrada 2" (ARRIBA del capó OK) pase a ALTO ; de lo contrario, aparece un error.
- "Cambiador de herramientas - Salida 1" pasa a BAJO.
- "Cambiador de herramientas - Salida 3" pasa a ALTO para mover la bandeja de herramientas hacia ARRIBA, luego el sistema espera durante 6 segundos para que la señal "Cambiador de herramientas - Entrada 4" ( Bandeja de herramientas ARRIBA OK) pase a ALTO ; de lo contrario, aparece un error.
- "Cambiador de herramientas - Salida 3" pasa a BAJO.
- Los ejes X e Y se mueven a la posición de descarga de herramientas.
- " Chuck Clamp M10/M11" pasa a ALTO para soltar la herramienta , luego el sistema espera 6 segundos para que la señal "Cambiador de herramientas - Entrada 1" (estado de la barra de tracción del husillo) pase a ALTO ; de lo contrario, aparece un error.
- Los ejes X e Y se mueven a la nueva posición de carga de herramienta.
- " Chuck Clamp M10/M11" pasa a BAJO para sujetar la herramienta , luego el sistema espera durante 6 segundos para que la señal "Cambiador de herramientas - Entrada 1" (estado de la barra de tracción del husillo) pase a BAJO ; de lo contrario, se produce un error.
- El eje se mueve para deslizar la nueva herramienta.
- "Cambiador de herramientas - Salida 4" pasa a ALTO para mover la bandeja de herramientas hacia ABAJO, luego el sistema espera durante 6 segundos para que la señal "Cambiador de herramientas - Entrada 5" ( Bandeja de herramientas hacia ABAJO OK) pase a ALTO ; de lo contrario, da un error.
- "Cambiador de herramientas - Salida 4" pasa a BAJO.
- "Cambiador de herramientas - Salida 2" pasa a ALTO para mover la campana antipolvo hacia ABAJO, luego el sistema espera durante 6 segundos para que la señal "Cambiador de herramientas - Entrada 3" (Capota antipolvo ABAJO OK) pase a ALTO ; de lo contrario, da un error.
- "Cambiador de herramientas - Salida 2" pasa a BAJO.
INFORMACIÓN: Todas las señales de entrada y salida se pueden invertir fácilmente seleccionando la entrada o salida en la lista y presionando la tecla de la barra espaciadora en el teclado para invertir la señal. Estas configuraciones se guardan automáticamente.
INFORMACIÓN: Asegúrese de asignar cada herramienta a una ranura de herramienta en la pantalla F4 - Herramientas y compensación de trabajo; de lo contrario, en un comando de cambio de herramienta, si la herramienta no está configurada en una ranura, obtendrá una alarma de error de herramienta.
INFORMACIÓN: Los cambiadores de herramientas se pueden colocar fuera de los límites suaves para protegerlos de daños accidentales; sin embargo, el Cero automático de herramientas debe permanecer dentro de los límites suaves.
Numeración de herramientas
PRECAUCIÓN: Tenga en cuenta que a partir de las versiones 5.0 y posteriores del software MASSO G3, las herramientas asignables por el usuario han cambiado y ahora son la Herramienta 1 a 100.
INFORMACIÓN: Dependiendo de la versión de su software, su primera herramienta asignable por el usuario será la Herramienta 0 o la Herramienta 1.