INFORMATION: Diese Funktion ist nur in der MASSO G3- und MASSO Touch-Softwareversion 5.0 oder höher verfügbar

Mit dieser Funktion können Sie MASSO mit einem Laser ergänzen, um ihn je nach Bedarf zum Gravieren oder Schneiden zu verwenden.
MASSO kann den Laser ein- und ausschalten sowie die Laserleistung über PWM steuern. ( Pulsweitenmodulation )
Dadurch kann der Laser zum Schneiden, allgemeinen Liniengravieren, Unschärfen und Graustufengravieren verwendet werden.
Bei der Arbeit mit Graustufengravur kann MASSO das Bild mithilfe der Tiefenkartenfunktion anzeigen.
Syntax und Parameter
- T111 – Laser ist auf Werkzeug 111 eingestellt und kann nicht geändert werden. Um in den Lasermodus zu wechseln, müssen Sie das Werkzeug 111 aufladen
- M03 – Laser aktivieren Dies aktiviert den Lasergravur-/Schneideausgang mit einer Intensität von 0.
- S – Steuert die Laser-PWM mit einer beliebigen Zahl zwischen 0 und 1000. 0 ist 0 % und 1000 ist 100 % Leistung. Der S-Befehl muss in einem G1 enthalten sein und wird mit der Bewegung synchronisiert.
- M05 – Dadurch wird der Laser ausgeschaltet.
BEISPIEL-Programm
N10 T111 M06
N20S0M03
N30 G00 X0 Y0
N40 G01 X100 Y0 F600 S350
N50 G01 X100 Y100
N60 G01 X0 Y0 S0
N70M05
Programm Beschreibung
- Laserwerkzeug 111 laden
- Schalten Sie den Laser auf 0 % PWM ein
- Schnellfahrt zu X0 Y0
- Wechseln Sie zu X100 Y0 bei 600 Vorschub und 35 % PWM-Laserintensität
- Greifen Sie auf den X100 Y100 mit 600 Vorschub bei 35 % PWM-Laserintensität zu
- Wechseln Sie zu X0 Y0 bei 600 Vorschub und 0 % Laserintensität. PWM (aus)
- Schalten Sie den Laser aus
Hardware-Anforderungen
- Alle Laser mit TTL-PWM-Eingang
- Schutzbrille, die für den von Ihnen verwendeten Laser geeignet ist.
MASSO TTL-Ausgang
- Laser auf 5 Volt
- Laser aus 0 Volt
MASSO konfigurieren
- Konfigurieren Sie den MASSO 11-Ausgang wie gezeigt für den LASER-Gravur-/Schneidausgang.

- Für diese Funktion kann kein anderer Ausgang verwendet werden, da er über spezielle Hardware zur Ausgabe eines PWM-Signals verfügt.
- Bei Auswahl von „Laser“ kann ein Ausgang zugewiesen werden, um den Laser in die richtige Position zu bewegen.

- Wenn Luftunterstützung erforderlich ist, kann ein Ausgang zugewiesen werden.

- Gehen Sie zur Einrichtungsseite für mehrere Köpfe und wählen Sie „Lasergravur/-schnitt“.
- Klicken Sie auf Aktivieren.
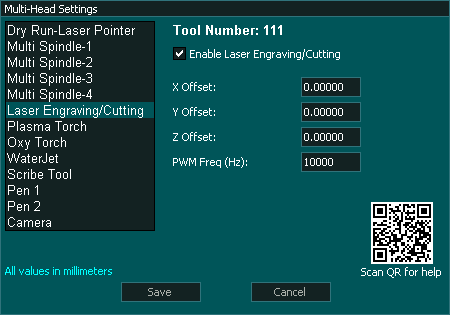
- Stellen Sie die PWM-Frequenz Ihres Lasers ein. Es wird empfohlen, einen Wert von 10 kHz zu wählen, obwohl dies von der Leistung Ihres Lasers und der maximalen Vorwärtsgeschwindigkeit abhängt, mit der Sie sich bewegen. Da die Leistung durch sehr schnelles Ein- und Ausschalten des Lasers gesteuert wird, erhalten Sie bei einer niedrigen PWM-Frequenz und einer schnellen Bewegung möglicherweise eine Linie mit Bereichen, in denen der Laser ein- oder ausgeschaltet war - - - - - - - - Eine Frequenz von 10 kHz sollte eine gute Balance sein.
- PWM kann zwischen 4 kHz und 60 kHz konfiguriert werden
- Der X-, Y- und Z-Versatz ist der Abstand von der Hauptspindel oder einem anderen Hauptwerkzeug, wenn Wasserstrahl oder Plasma verwendet wird. Dies kann gemessen werden, indem die DROs auf Null gesetzt werden, mit dem Laser ein Punkt erstellt wird, dann die Hauptachse in die Mitte des Punktes bewegt wird und die XYY-Koordinaten von den DROs abgelesen werden. Dies werden Ihre Entschädigungen sein. Der Z-Versatz wird durch den Brennpunkt Ihres Laserversatzes relativ zum Z-Nullpunkt Ihres Spindelwerkzeugs bestimmt. Es wäre nicht ungewöhnlich, den Z-Versatz auf 0 zu belassen und den Laser bei der Ausführung des Auftrags manuell zurückzusetzen. Versätze sind nur beim Wechsel zwischen Laser und anderen Werkzeugen erforderlich und nur, wenn sie Teil derselben Gcode-Datei sind.
- Komplette Einrichtung.
Lasergravuren in Graustufen betrachten
- Damit eine Graustufengravur in Graustufen angezeigt werden kann, muss die Gcode-Datei am Anfang der Datei T111 M06 enthalten, andernfalls ist die Tiefenkartenansicht leer.
- Um zwischen der 2D-Ansicht und der Tiefenkartenansicht zu wechseln, drücken Sie die Schaltfläche oben rechts im Anzeigebereich.
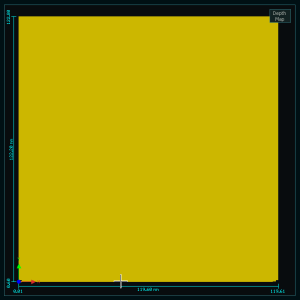
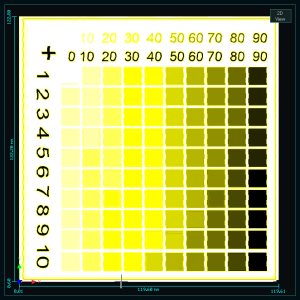
2D-Ansicht und Tiefenkartenansicht
- Wenn das Laserwerkzeug 111 ausgewählt wird, ändert sich die Anzeige automatisch und zeigt Laserinformationen an.
- Dadurch wird die Werkzeugnummer 111 angezeigt.
- Ein-/Aus-Status des Lasers
- Laserleistung
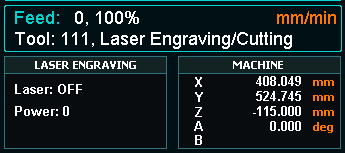
LASER-Statusbildschirm
Schließen Sie Ihren Laser an
Wie Sie Ihren Laser anschließen, hängt von der Art Ihres Lasers und seiner Schnittstelle ab.
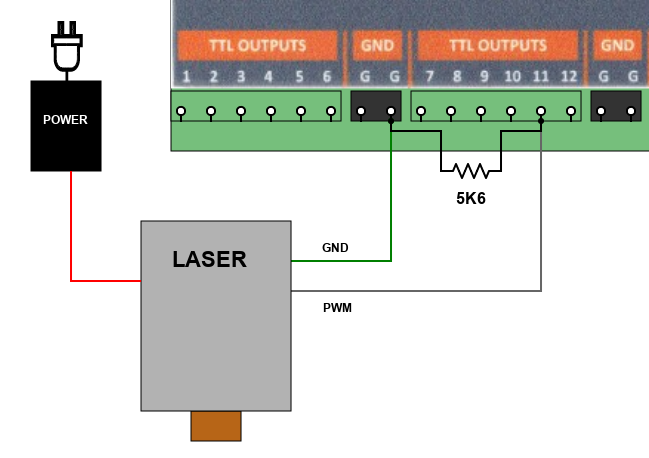
Der zwischen dem PWM-Ausgang und MASSO GND installierte 5,6-K-1/4-W-Widerstand ist wichtig und sollte bei allen Lasern installiert werden, die keinen eingebauten Pull-Down-Widerstand enthalten.
Dies ist notwendig, damit die PWM ordnungsgemäß funktioniert.
Wenn Sie sich nicht sicher sind, ob Ihr Laser über einen eingebauten Pulldown-Widerstand verfügt, schadet es nicht, den Widerstand hinzuzufügen.
Die unten gezeigten Verbindungen dienen nur zu Demonstrationszwecken. Informationen zum korrekten Anschluss finden Sie in der Bedienungsanleitung Ihres Lasers.
MASSO verwendet ausschließlich TTL und steuert die Laserleistung mithilfe von PWM. (Pulsweitenmodulation)
Informationen zum Einsatz des Lasers bei Tests finden Sie hier: Opt Lasers
Installieren des PWM-Erdungswiderstands
- Der zwischen dem PWM-Ausgang und MASSO GND installierte 1/4W 5,6K-Widerstand ist wichtig und sollte bei allen Lasern installiert werden, die keinen eingebauten Pull-Down-Widerstand enthalten.
- Dies ist notwendig, damit die PWM ordnungsgemäß funktioniert.
- Wenn Sie nicht sicher sind, ob Ihr Laser über einen Pulldown-Widerstand verfügt, schadet es nicht, den Widerstand hinzuzufügen.
- Der Widerstand kann am Laser oder direkt am MASSO installiert werden, wie unten gezeigt.
- Es empfiehlt sich, alle auf diese Weise montierten Widerstände zu isolieren, um einen versehentlichen Kontakt zu verhindern. Hier wurde es in einen transparenten Schrumpfschlauch gesteckt.
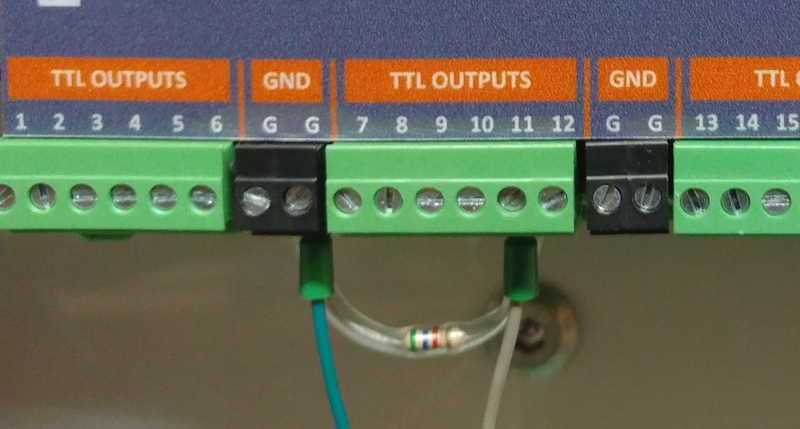
Widerstand bei MASSO installiert
Anschluss eines typischen 3-Draht-Lasermoduls
Es ist üblich, dass eine Lasereinheit nur über drei Stromanschlüsse verfügt, GND und PWM, und dies ist bei den meisten Lasern eine übliche Konfiguration.
Das Bild unten zeigt mehrere Beispiele typischer Controllerkarten.

Die Lasermodulplatine wird normalerweise mit oder ohne Lüfter am Laser selbst montiert, wie unten gezeigt.

Alle diese Elemente werden mit der gleichen Methode verbunden.
Der zwischen dem PWM-Ausgang und MASSO GND installierte 1/4W 5,6K-Widerstand ist wichtig und sollte bei allen Lasern installiert werden, die keinen eingebauten Pull-Down-Widerstand enthalten.
Dies ist notwendig, damit die PWM ordnungsgemäß funktioniert.
Wenn Sie sich nicht sicher sind, ob Ihr Laser über einen eingebauten Pulldown-Widerstand verfügt, schadet es nicht, den Widerstand hinzuzufügen.
Stellen Sie sicher, dass die Kabel, die die Stromversorgung des Lasers mit Strom versorgen, die richtige Größe für den benötigten Strom haben.

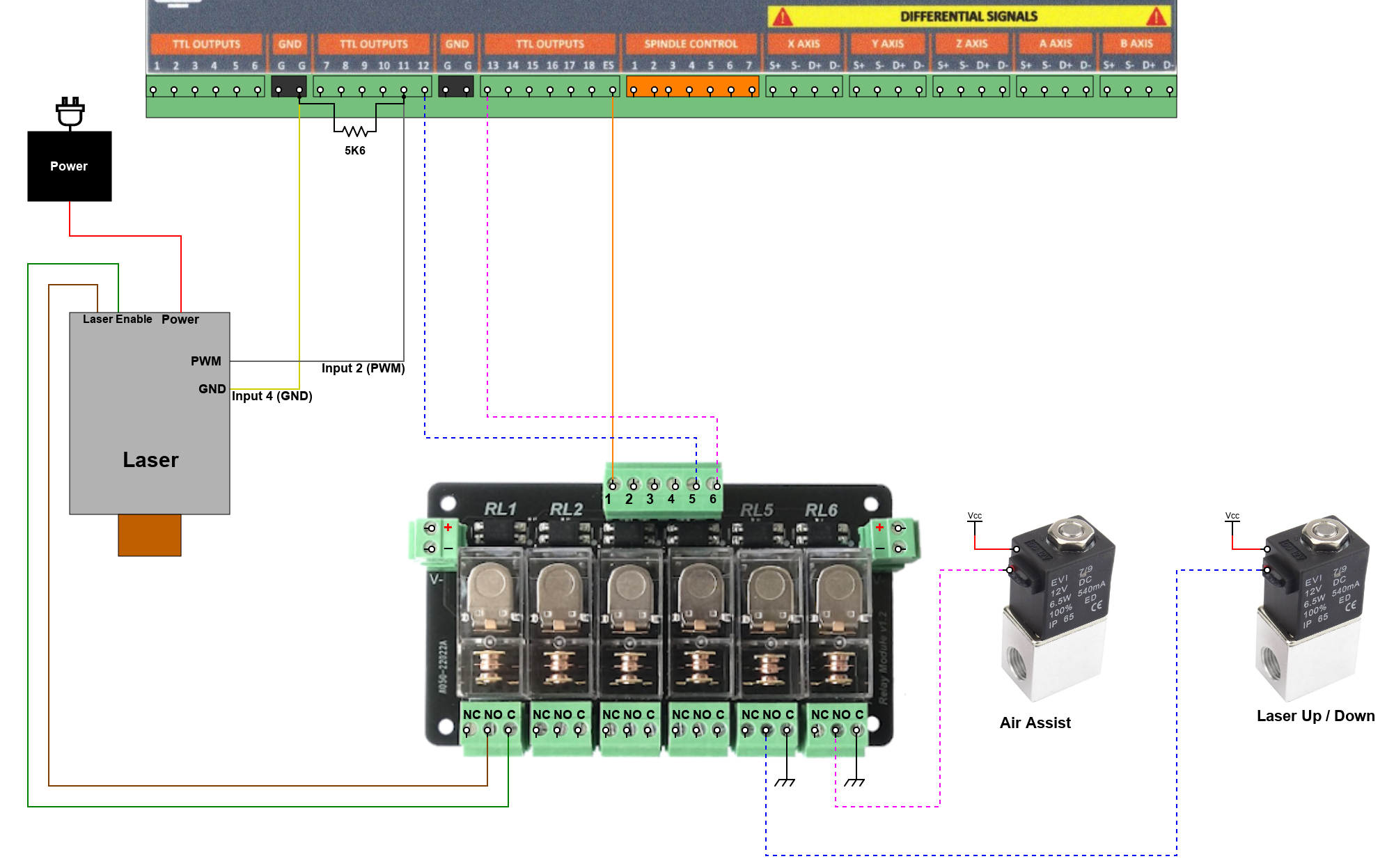
Anschließen anderer Ausgänge an Ihren Laser
Belästigen
Wenn Ihr Laser über einen Aktivierungseingang verfügt, können Sie ein Estop-Relais an Ihren Laser anschließen, um ihn im Notfall zu deaktivieren.
Wenn Ihr Laser nicht aktiviert ist, können Sie die Stromversorgung des Lasers über das Estop-Relais leiten. Beachten Sie jedoch, dass bei Verwendung dieser Methode beim Zurücksetzen des Estop die Stromversorgung wiederhergestellt wird und der Laser eingeschaltet wird. wieder in. Dies kann dazu führen, dass Ihr Material verbrennt, wenn der Laser nicht ausgeschaltet wird, bevor die Stromversorgung wiederhergestellt ist.
Luftunterstützung
- Ein Ausgang für Luftunterstützung ist vorhanden, wenn Ihr Laser dies unterstützt. Mit pneumatischer Unterstützung erhöhen Sie die Schneidleistung Ihres Lasers und verbessern die Schnittqualität.
- Ein M8-Gcode-Befehl schaltet die Luft ein und ein M9 schaltet sie aus.
- Ein Luftmagnetventil kann angeschlossen werden, um die Luft je nach Bedarf ein- und auszuschalten.
LASER hoch/runter
- Es ist ein Ausgang vorhanden, der es dem Laser ermöglicht, sich automatisch in die Position abzusenken und wieder anzuheben, sobald ein anderes Werkzeug ausgewählt wird.
- Sobald das Laser-Werkzeug ausgewählt ist, wechselt der Ausgang „Laser Up/Down“ auf „High“. zum Beispiel T111M6
- Wenn ein anderes Werkzeug ausgewählt wird, bewegt sich der Auf-/Ab-Laser nach unten. zum Beispiel T1 M6
- Das Absenken des Lasers kann über einen Pneumatikzylinder oder einen Linearantrieb erfolgen.
- Für zusätzliche Sicherheit kann der Ausgang auch zum Ein- und Ausschalten des Lasers verwendet werden.
ACHTUNG: Das folgende Beispiel soll das Konzept der Verkabelung eines solchen Systems veranschaulichen. Die tatsächliche Verkabelung Ihrer Maschine hängt von der verwendeten Hardware und Ihren Anforderungen ab. Informationen zur korrekten Verkabelung der ausgewählten Hardware finden Sie in Ihrem Benutzerhandbuch. Wenden Sie sich im Zweifelsfall an einen qualifizierten Elektrotechniker, um Hilfe bei der Verkabelung Ihrer Maschine zu erhalten.
G-Code generieren
Die GCode-Anforderungen von MASSO Laser werden von vielen GRBL Gcode-Software unterstützt.
Eine der besten Lasersoftware-Optionen ist Lightburn, mit der Sie nach Bedarf Fotos gravieren, Strichzeichnungen erstellen und Teile ausschneiden können.
Um zu sehen, wie Sie LightBurn für MASSO Laser konfigurieren, folgen Sie dem Link unten.
Lightburn konfigurieren
Hinweise zum Gcode-Format
- Sie müssen T111 M06 am Anfang der Gcode-Datei einfügen, andernfalls ist die Tiefenkartenansicht leer.
- Der S- Befehl kann in einer eigenen Zeile vor der Verschiebung oder in derselben Zeile wie die Verschiebung stehen.
- Der S- Befehl reicht von 0 bis 1000. Um herauszufinden, wie viel Prozent der gesamten Laserleistung Sie eingestellt haben, teilen Sie den S- Wert durch 10.
- Der S- Befehl wird nicht aktiviert, solange keine Bewegung der Achse erfolgt.
Laserschutzbrille
Der wichtigste Teil eines jeden Lasers ist eine hochwertige Schutzbrille. Im Gegensatz zu anderen CNC-Werkzeugen kann ein Laser bei normalem Gebrauch aus der Ferne schwere Augenschäden verursachen.
Eine Laserschutzbrille ist unerlässlich und kann dazu beitragen, das Risiko zu verringern, dass diffus rückgestreutes Laserlicht in die Augen des Benutzers gelangt.
Verwenden Sie eine hochwertige Laserschutzbrille, die für den von Ihnen verwendeten Laser geeignet ist.
Sie haben nur ein Augenpaar und die wachsen nicht nach.


 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese