INFORMACIÓN: Esta función solo está disponible en el software MASSO G3 y MASSO Touch versión 5.0 o superior

Esta característica le permite agregar un láser a MASSO para usarlo para grabar o cortar según sea necesario.
MASSO puede encender y apagar el láser, así como controlar la potencia del láser mediante PWM. ( Modulación de ancho de pulso )
Esto permitirá utilizar el láser para cortar, grabar líneas generales, difuminar y grabar en escala de grises.
Cuando trabaja con grabado en escala de grises, MASSO puede mostrar la imagen utilizando la función Mapa de profundidad.
Sintaxis y parámetros
- T111 : el láser se define como herramienta 111 y no se puede cambiar. Para cambiar al modo Láser necesita cargar la Herramienta 111
- M03 - Activar láser Esto activa la salida de grabado/corte del láser con intensidad 0.
- S : controla el láser PWM utilizando cualquier número del 0 al 1000. 0 es 0% y 1000 es 100% de potencia. El comando S debe incluirse con un G1 y está sincronizado con el movimiento.
- M05 : esto apaga el láser.
Programa de EJEMPLO
N10 T111 M06
N20 S0 M03
N30 G00 X0 Y0
N40 G01 X100 Y0 F600 S350
N50 G01 X100 Y100
N60 G01 X0 Y0 S0
N70 M05
Descripción del programa
- Cargar herramienta láser 111
- Encienda el láser al 0% PWM
- Movimiento rápido a X0 Y0
- Pase a X100 Y0 con una velocidad de avance de 600 con una intensidad láser del 35 % de PWM
- Pase a X100 Y100 con una velocidad de avance de 600 con una intensidad láser del 35 % de PWM
- Muévase a X0 Y0 a una velocidad de avance de 600 con una intensidad láser de 0% PWM (apagado)
- Apagar el láser
Requisitos de hardware
- Cualquier láser con entrada TTL PWM
- Gafas de seguridad adecuadas para el láser que esté utilizando.
Salida TTL MASSO
- Láser en 5 voltios
- Láser apagado 0 voltios
Configurando MASSO
- Configure la salida MASSO 11 para la salida de Grabado/Corte LÁSER como se muestra.

- No se puede utilizar ninguna otra salida para esta función ya que incluye hardware especial para emitir una señal PWM.
- Se puede asignar una salida para mover el láser a su posición cuando se selecciona Láser.

- Se puede asignar una salida para que se requiera asistencia aérea.

- Vaya a la página de configuración de cabezales múltiples y seleccione Grabado/Corte láser.
- Haga clic en Habilitar.
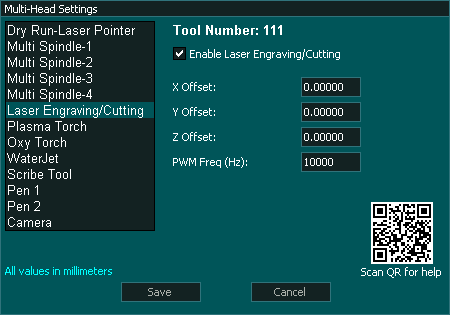
- Configure la frecuencia PWM para su láser. Se recomienda que seleccione un valor de 10 Khz, aunque esto dependerá de la potencia de su láser y de la velocidad máxima de avance a la que se moverá. Dado que la potencia se controla encendiendo y apagando el láser muy rápidamente, si tiene una frecuencia PWM baja y se mueve rápidamente, podría obtener una línea que tenga áreas donde el láser estaba encendido o apagado - - - - - - - - Una frecuencia de 10 Khz debería ser un buen equilibrio.
- PWM se puede configurar entre 4Khz y 60Khz
- El desplazamiento X, Y y Z es la distancia desde el husillo principal u otra herramienta principal si se utiliza chorro de agua o plasma. Esto se puede medir poniendo a cero los DRO, haciendo un punto con el láser y luego moviendo el eje principal hacia el centro del punto y leyendo las coordenadas XYY en los DRO. Estas serán tus compensaciones. El desplazamiento Z estará determinado por el punto de enfoque de su desplazamiento láser hasta el punto cero Z de su herramienta Husillo. No sería raro dejar el desplazamiento Z establecido en 0 y poner a cero manualmente el láser al realizar el trabajo. Las compensaciones solo son necesarias al cambiar entre el láser y otras herramientas y solo si son parte del mismo archivo Gcode.
- Configuración completa.
Visualización de grabados láser en escala de grises
- Para que un grabado en escala de grises pueda verse en escala de grises, el archivo Gcode debe incluir T111 M06 al inicio del archivo o la vista del mapa de profundidad estará en blanco.
- Para cambiar entre Vista 2D y Vista de mapa de profundidad, presione el botón en la parte superior derecha del área de visualización.
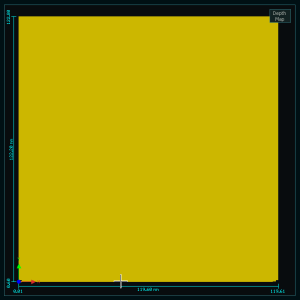
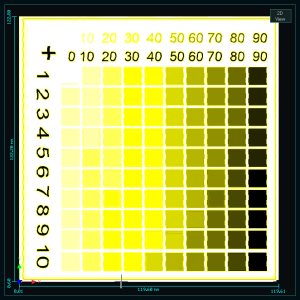
Vista 2D y vista de mapa de profundidad
- Cuando se selecciona la herramienta láser 111, la pantalla cambia automáticamente para mostrar información relacionada con el láser.
- Esto mostrará la herramienta número 111.
- Estado de encendido/apagado del láser
- Potencia del láser
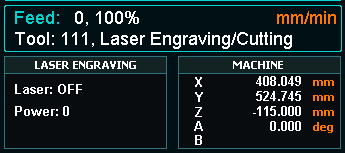
Pantalla de estado del LÁSER
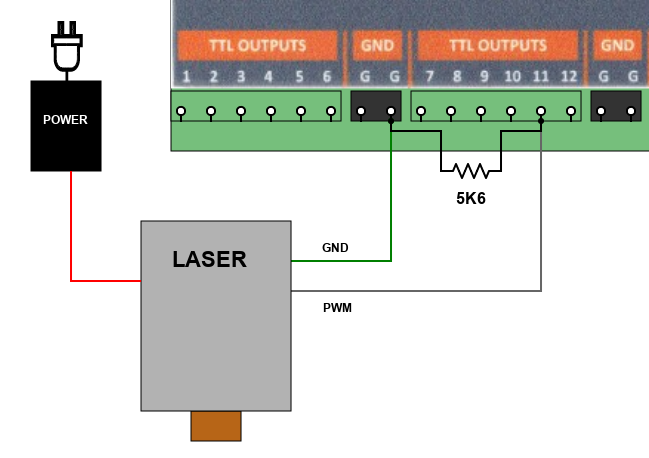
Conectando su láser
La forma de conectar su láser dependerá del tipo de láser que tenga y de su interfaz.
La resistencia de 5,6 K y 1/4 W instalada entre la salida PWM y MASSO GND es importante y debe instalarse en todos los láseres que no incluyen una resistencia desplegable incorporada.
Esto es necesario para el funcionamiento correcto de PWM.
Si no está seguro de si su láser tiene una resistencia desplegable incorporada, no hay ninguna desventaja en agregar la resistencia.
Las conexiones que se muestran a continuación son solo para fines de demostración. consulte el manual de usuario que vino con su láser para establecer la conexión correcta.
MASSO usa solo TTL y controla la potencia del láser usando PWM. (Modulación de ancho de pulso)
Puede encontrar información sobre cómo se utiliza el láser en las pruebas aquí: Opt Lasers
Instalación de la resistencia de puesta a tierra PWM
- La resistencia de 5,6 K de 1/4 W instalada entre la salida PWM y MASSO GND es importante y debe instalarse en todos los láseres que no incluyen una resistencia desplegable incorporada.
- Esto es necesario para el funcionamiento correcto de PWM.
- Si no está seguro de si su láser tiene una resistencia desplegable, no hay ninguna desventaja en agregar la resistencia.
- La resistencia se puede instalar en el láser o directamente en MASSO como se muestra a continuación.
- Es una buena idea aislar cualquier resistencia montada de esta manera para evitar contactos accidentales. Aquí se ha puesto en un termorretráctil transparente.
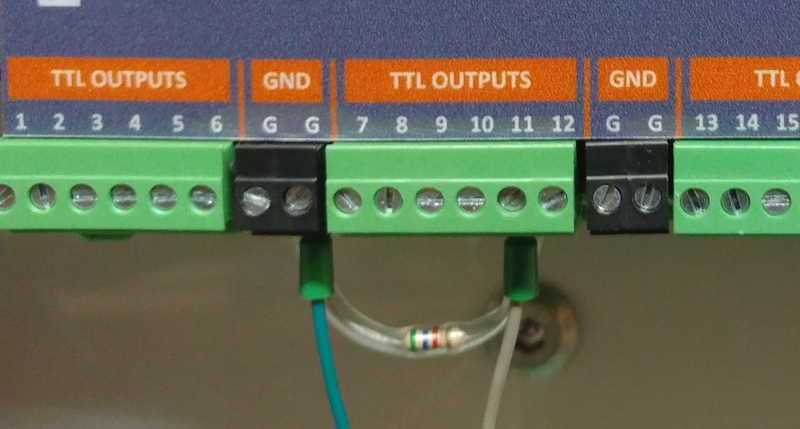
Resistencia instalada en MASSO
Conexión de un módulo láser típico de 3 cables
Es común que una unidad láser tenga solo 3 terminales de alimentación, GND y PWM y esta es una configuración común con la mayoría de los láseres.
La siguiente imagen muestra varios ejemplos de placas de controlador típicas.

La placa del módulo láser normalmente se encuentra montada encima del propio láser con o sin ventilador, como se muestra a continuación.

Todos estos se conectan utilizando el mismo método.
La resistencia de 5,6 K de 1/4 W instalada entre la salida PWM y MASSO GND es importante y debe instalarse en todos los láseres que no incluyen una resistencia desplegable incorporada.
Esto es necesario para el funcionamiento correcto de PWM.
Si no está seguro de si su láser tiene una resistencia desplegable incorporada, no hay ninguna desventaja en agregar la resistencia.
Asegúrese de que los cables que transportan energía desde la fuente de alimentación del láser tengan el tamaño correcto para la corriente requerida.

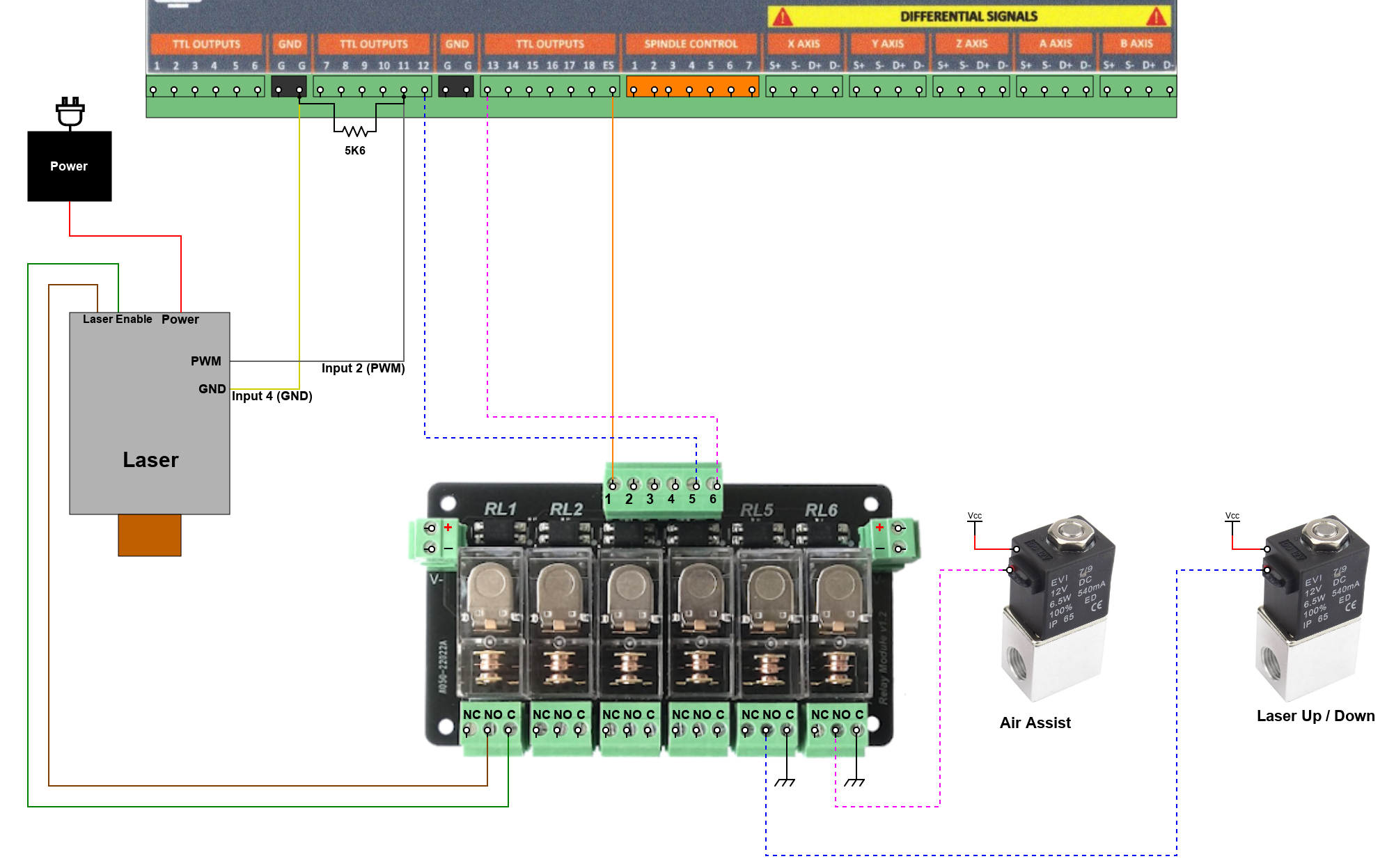
Conexión de otras salidas a su láser
Molestar
Si su láser tiene una entrada de habilitación, puede conectar un relé Estop a su láser para desactivarlo en caso de emergencia.
Si no tiene una habilitación como parte de su láser, puede enrutar la fuente de alimentación que alimenta el láser a través del relé Estop, pero tenga en cuenta que al utilizar este método, cuando se restablezca el Estop, la energía se volverá a conectar y el láser se encenderá. de nuevo en. Esto puede comenzar a quemar su material si el láser no se desactiva antes de que se restablezca la energía.
Asistencia aérea
- Se proporciona una salida para asistencia aérea si su láser la admite. La asistencia de aire se utiliza para aumentar la potencia de corte de su láser y mejorar la calidad del corte.
- Un comando M8 Gcode encenderá el aire y un M9 lo apagará.
- Se puede conectar un solenoide de aire para encender y apagar el aire según sea necesario.
LÁSER Arriba/Abajo
- Se proporciona una salida para permitir que el láser baje automáticamente a su posición y vuelva a subir una vez que se seleccione otra herramienta.
- Tan pronto como se selecciona la herramienta Láser, la salida del Láser Arriba/Abajo pasará a Alta. p.ej. T111M6
- Cuando se selecciona otra herramienta, el láser arriba/abajo bajará. p.ej. T1 M6
- El láser se puede bajar mediante un cilindro neumático o un actuador lineal.
- La salida también se puede utilizar para encender y apagar el láser para mayor seguridad.
ADVERTENCIA: El siguiente ejemplo pretende ilustrar el concepto de cómo se podría cablear un sistema de este tipo. El cableado real de su máquina dependerá del hardware utilizado y de sus requisitos. Consulte su manual de usuario para conocer la forma correcta de cablear el hardware seleccionado. Si no está seguro, consulte a un ingeniero eléctrico calificado para que le ayude con el cableado de su máquina.
Generando código G
Los requisitos de MASSO Laser GCode son compatibles con muchos softwares GRBL Gcode.
Una de las mejores opciones de software láser es Lightburn, que le permitirá grabar fotografías, dibujos lineales y cortar piezas según sea necesario.
Para ver cómo configurar LightBurn para MASSO Laser, siga el siguiente enlace.
Configurando Lightburn
Notas sobre el formato Gcode
- Debe incluir T111 M06 al inicio del archivo Gcode o la vista del mapa de profundidad estará en blanco.
- El comando S puede estar en una línea propia antes del movimiento o puede estar en la misma línea que el movimiento.
- El comando S varía de 0 a 1000, por lo que para saber qué porcentaje de la potencia total del láser ha configurado, divida el valor S por 10.
- El comando S no se activa hasta que haya un movimiento del Eje.
Gafas de seguridad láser
La parte más importante de cualquier láser es un par de gafas de seguridad de calidad. A diferencia de otras herramientas CNC, un láser puede causar daños oculares graves a distancia en uso normal.
Las gafas de seguridad para láser son imprescindibles y pueden ayudar a reducir la probabilidad de que la luz entre en el ojo del usuario procedente de una luz láser retrodispersada de forma difusa.
Utilice gafas de seguridad para láser de calidad y adecuadas para el láser que esté utilizando.
Sólo tienes un par de ojos y no vuelven a crecer.


 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese