信息:此功能仅在 MASSO G3 和 MASSO Touch 软件版本 5.0 或更高版本中可用

此功能允许您使用激光来补充 MASSO,以便根据需要使用它进行雕刻或切割。
MASSO 可以打开和关闭激光器,并通过 PWM 控制激光功率。 (脉冲宽度调制)
这使得激光可用于切割、一般线雕刻、模糊和灰度雕刻。
当使用灰度雕刻时,MASSO 可以使用深度图功能显示图像。
语法和参数
- T111 – 激光设置为工具 111 并且无法更改。要切换到激光模式,需要给工具111充电
- M03 – 启用激光 这将激活强度为 0 的激光雕刻/切割输出。
- S – 使用 0 到 1000 之间的任意数字控制激光 PWM。0 表示 0%,1000 表示 100% 功率。 S指令必须包含在G1中并与运动同步。
- M05 – 关闭激光。
示例程序
N10 T111 M06
N20S0M03
N30 G00 X0 Y0
N40 G01 X100 Y0 F600 S350
N50 G01 X100 Y100
N60 G01 X0 Y0 S0
N70M05
节目说明
- 装载激光工具111
- 将激光器打开至 0% PWM
- 快速移动到 X0 Y0
- 在 600 进给和 35% PWM 激光强度下切换到 X100 Y0
- 访问 X100 Y100,在 35% PWM 激光强度下进行 600 次进给
- 在 600 进给和 0% 激光强度下切换到 X0 Y0。脉宽调制(关闭)
- 关闭激光
硬件要求
- 所有激光器均具有 TTL PWM 输入
- 适合您所使用的激光的安全眼镜。
马索TTL输出
配置马索
- 将 MASSO 11 输出配置为激光雕刻/切割输出,如图所示。

- 没有其他输出可用于此功能,因为它有特殊的硬件来输出 PWM 信号。
- 如果选择“激光”,则可以分配输出以将激光移动到正确的位置。

- 如果需要空中支援,可以指定出口。

- 进入多头设置页面并选择“激光雕刻/切割”。
- 单击激活。
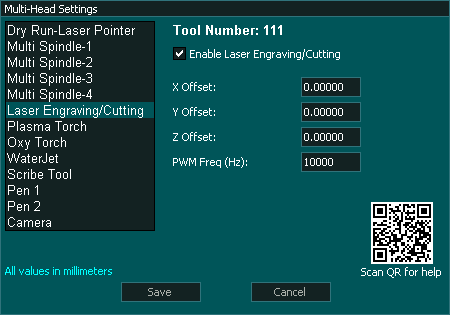
- 调整激光器的 PWM 频率。建议选择 10 kHz 的值,但这取决于激光的功率和移动的最大前进速度。由于功率是通过快速打开和关闭激光器来控制的,因此如果您的 PWM 频率较低且移动速度较快,您最终可能会得到一条线,显示激光器打开或关闭的区域 - - - - - - - - A 10 kHz 的频率应该是一个很好的平衡。
- PWM 可在 4 kHz 至 60 kHz 之间配置
- X、Y 和 Z 偏移是使用水射流或等离子时距主轴或其他主工具的距离。这可以通过将 DRO 设置为零、用激光创建一个点、然后将主轴移动到该点的中心并从 DRO 读取 XYY 坐标来测量。这些都将是你的补偿。 Z 偏移由激光偏移的焦点相对于主轴刀具的 Z 零点确定。在执行作业时,将 Z 偏移保留为 0 并手动重置激光器并不罕见。仅当在激光工具和其他工具之间切换时并且仅当它们属于同一 Gcode 文件的一部分时才需要偏移。
- 设施齐全。
查看灰度激光雕刻
- 为了使灰度雕刻以灰度显示,Gcode 文件必须在文件开头包含 T111 M06,否则深度图视图将为空白。
- 要在 2D 视图和深度图视图之间切换,请按显示区域右上角的按钮。
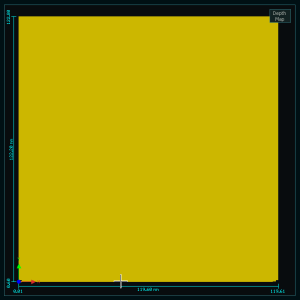
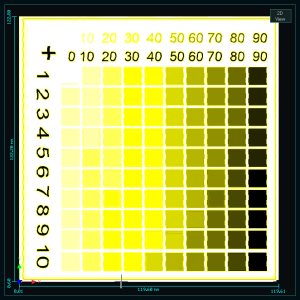
2D 视图和深度图视图
- 当选择激光工具111时,显示器自动改变以显示激光信息。
- 这将显示工具编号 111。
- 激光开/关状态
- 激光功率
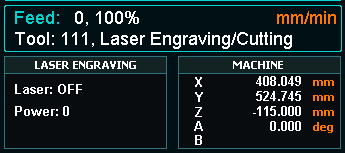
激光状态屏幕
连接您的激光器
连接激光器的方式取决于您拥有的激光器类型及其接口。
安装在 PWM 输出和 MASSO GND 之间的 5.6K 1/4W 电阻很重要,应安装在所有不包含内置下拉电阻的激光器上。
这是 PWM 正常工作所必需的。
如果您不确定您的激光器是否有内置下拉电阻,添加该电阻也没有什么坏处。
下面显示的连接仅用于演示目的。您可以在激光器的操作说明中找到有关正确连接的信息。
MASSO 专门使用 TTL 并使用 PWM 控制激光功率。 (脉冲宽度调制)
有关在测试中使用激光器的信息可以在这里找到: Opt Lasers
安装 PWM 接地电阻
- 安装在 PWM 输出和 MASSO GND 之间的 1/4W 5.6K 电阻很重要,应安装在所有不包含内置下拉电阻的激光器上。
- 这是 PWM 正常工作所必需的。
- 如果您不确定您的激光器是否有下拉电阻,添加该电阻也没有什么坏处。
- 电阻器可以安装在激光器上,也可以直接安装在 MASSO 上,如下所示。
- 建议对以这种方式安装的任何电阻器进行绝缘,以防止意外接触。在这里,它被放入透明收缩管中。
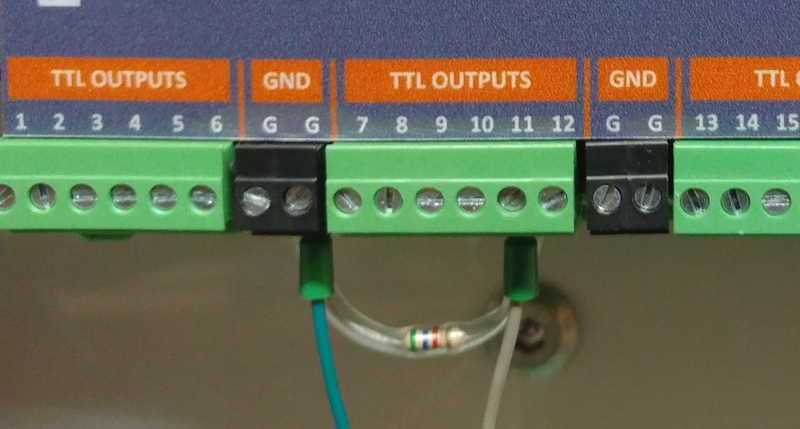
安装在 MASSO 的电阻器
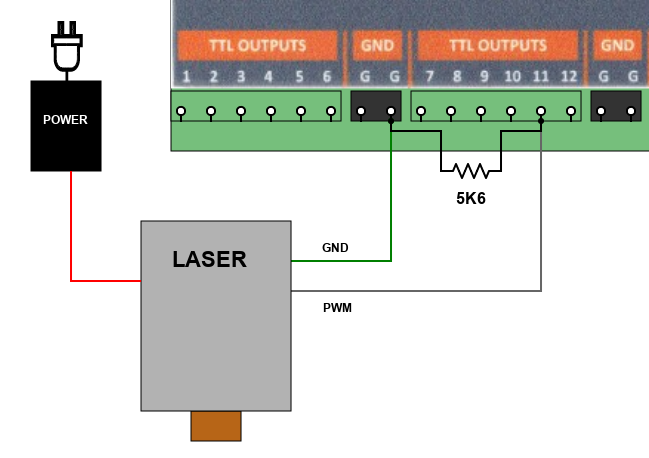
典型 3 线激光模块的连接
激光器单元通常只有三个电源连接:GND 和 PWM,这是大多数激光器的常见配置。
下图显示了几个典型控制器卡的示例。

激光模块板通常安装在激光器本身上,带或不带风扇,如下图所示。

所有这些元素都使用相同的方法连接。
安装在 PWM 输出和 MASSO GND 之间的 1/4W 5.6K 电阻很重要,应安装在所有不包含内置下拉电阻的激光器上。
这是 PWM 正常工作所必需的。
如果您不确定您的激光器是否有内置下拉电阻,添加该电阻也没有什么坏处。
确保为激光器供电的电缆尺寸适合所需电流。

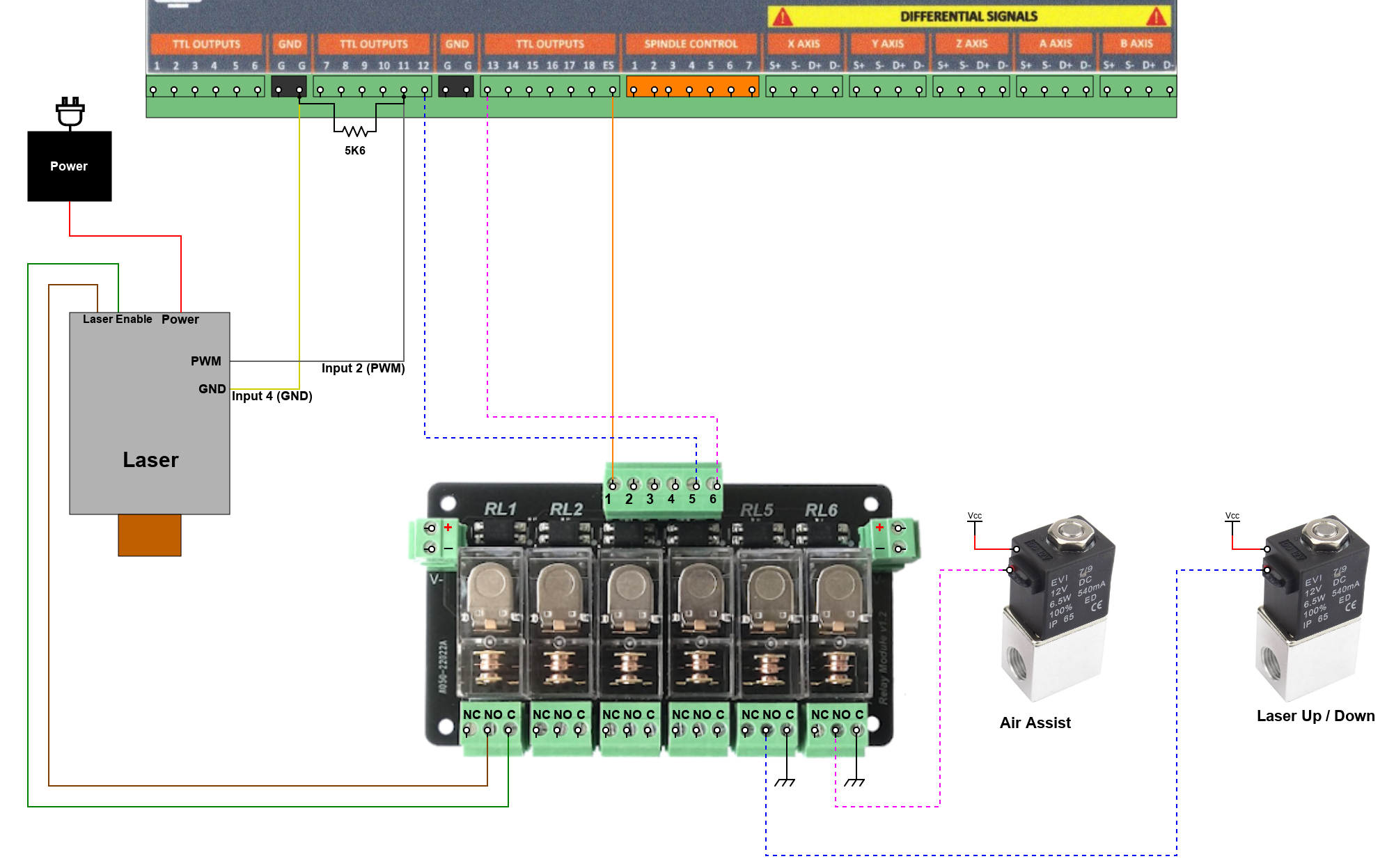
将其他输出连接到您的激光器
骚扰
如果您的激光器有激活输入,您可以将急停继电器连接到激光器,以在紧急情况下将其停用。
如果您的激光器未激活,您可以通过急停继电器传输激光器的电源。但请注意,使用此方法时,重置急停将恢复电源并打开激光器。如果在电源恢复之前未关闭激光器,这可能会导致材料燃烧。
空中支援
- 如果您的激光器支持,则可以使用空气支持输出。借助气动支撑,您可以提高激光器的切割性能并提高切割质量。
- M8 Gcode 命令可打开空气,M9 可将其关闭。
- 可连接空气电磁阀,根据需要打开和关闭空气。
激光上/下
- 有一个输出,允许激光器自动降低到位,并在选择另一个工具后立即再次升高。
- 选择激光工具后,“激光向上/向下”输出将更改为“高”。例如T111M6
- 当选择另一个工具时,上/下激光向下移动。例如T1 M6
- 可以使用气缸或线性驱动器来降低激光器。
- 为了增加安全性,输出还可用于打开和关闭激光。
注意:以下示例旨在说明此类系统接线的概念。机器的实际接线取决于所使用的硬件和您的要求。请参阅您的用户手册,了解如何正确连接所选硬件的信息。如有疑问,请联系合格的电气工程师,寻求机器接线方面的帮助。
生成 G 代码
许多 GRBL Gcode 软件都支持 MASSO Laser 的 GCode 要求。
Lightburn 是最好的激光软件选项之一,它允许您雕刻照片、创建线条图并根据需要切割零件。
要了解如何为 MASSO Laser 配置 LightBurn,请点击以下链接。
配置 Lightburn
Gcode 格式注意事项
- 您必须在 Gcode 文件的开头添加T111 M06 ,否则深度图视图将为空白。
- S命令可以在移位前单独一行,也可以与移位在同一行。
- S命令的范围是 0 到 1000。要了解您设置的总激光功率的百分比,请将S值除以 10。
- 只要轴没有移动, S命令就不会激活。
激光防护眼镜
任何激光器最重要的部分是一副优质安全眼镜。与其他数控工具不同,激光在正常使用过程中可能会在远距离造成严重的眼睛损伤。
激光安全眼镜至关重要,可以帮助降低漫反射激光进入用户眼睛的风险。
使用适合您所使用激光的高质量激光安全眼镜。
它们只有一双眼睛,而且不会再长出来。


 English
English  Spanish
Spanish  French
French  German
German