INFORMATION : Cette fonction est uniquement disponible dans les logiciels MASSO G3 et MASSO Touch version 5.0 ou supérieure

Cette fonctionnalité vous permet d'ajouter un laser à MASSO pour l'utiliser pour graver ou découper selon vos besoins.
MASSO peut allumer et éteindre le laser, ainsi que contrôler la puissance du laser via PWM. ( Modulation de largeur d'impulsion )
Cela permettra d'utiliser le laser pour la découpe, la gravure de lignes générales, le flou et la gravure en niveaux de gris.
Lorsque vous travaillez avec une gravure en niveaux de gris, MASSO peut afficher l'image à l'aide de la fonction Depth Map.
Syntaxe et paramètres
- T111 - Le laser est réglé sur l'outil 111 et ne peut pas être modifié. Pour passer en mode Laser, vous devez charger l'outil 111
- M03 - Activer le laser Ceci active la sortie de gravure/découpe laser avec une intensité 0.
- S - Contrôle le laser PWM en utilisant n'importe quel nombre compris entre 0 et 1 000. 0 correspond à 0 % et 1 000 correspond à 100 % de puissance. La commande S doit être incluse avec un G1 et est synchronisée avec le mouvement.
- M05 – Cela éteint le laser.
EXEMPLE de programme
N10 T111 M06
N20S0M03
N30 G00 X0 Y0
N40 G01 X100 Y0 F600 S350
N50 G01 X100 Y100
N60 G01 X0 Y0 S0
N70M05
Description du programme
- Charger l'outil laser 111
- Allumez le laser à 0 % PWM
- Déplacement rapide vers X0 Y0
- Passez à X100 Y0 à une avance de 600 avec une intensité laser PWM de 35 %
- Accédez au X100 Y100 avec une avance de 600 à une intensité laser PWM de 35 %
- Passez à X0 Y0 à une avance de 600 avec une intensité laser de 0 % PWM (off)
- Éteignez le laser
Exigences matérielles
- Tout laser avec entrée TTL PWM
- Des lunettes de sécurité adaptées au laser que vous utilisez.
Sortie TTL MASSO
- Laser sur 5 volts
- Laser éteint 0 volt
Configuration de MASSO
- Configurez la sortie MASSO 11 pour la sortie de gravure/découpe LASER comme indiqué.

- Aucune autre sortie ne peut être utilisée pour cette fonction car elle inclut un matériel spécial pour émettre un signal PWM.
- Une sortie peut être attribuée pour déplacer le laser en position lorsque Laser est sélectionné.

- Une sortie peut être assignée pour qu'une assistance aérienne soit nécessaire.

- Accédez à la page de configuration multi-têtes et sélectionnez Gravure/Découpe laser.
- Cliquez sur Activer.
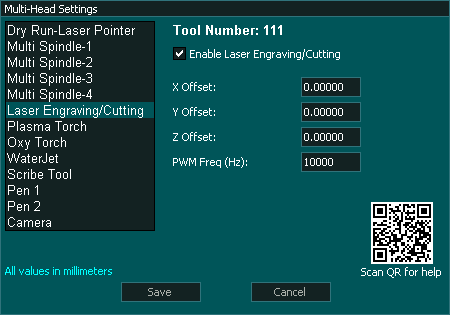
- Réglez la fréquence PWM de votre laser. Il est recommandé de sélectionner une valeur de 10 Khz, bien que cela dépende de la puissance de votre laser et de la vitesse d'avancement maximale à laquelle vous vous déplacerez. Étant donné que la puissance est contrôlée en allumant et éteignant le laser très rapidement, si vous avez une faible fréquence PWM et que vous vous déplacez rapidement, vous pourriez obtenir une ligne comportant des zones où le laser était allumé ou éteint - - - - - - - - Une fréquence de 10 Khz devrait être un bon équilibre.
- PWM peut être configuré entre 4Khz et 60Khz
- Le décalage X, Y et Z est la distance par rapport à la broche principale ou à un autre outil principal si un jet d'eau ou un plasma est utilisé. Cela peut être mesuré en remettant à zéro les DRO, en créant un point avec le laser, puis en déplaçant l'axe principal vers le centre du point et en lisant les coordonnées XYY sur les DRO. Ce seront vos compensations. Le décalage Z sera déterminé par le point focal de votre décalage laser par rapport au point zéro Z de votre outil de broche. Il ne serait pas inhabituel de laisser le décalage Z réglé sur 0 et de remettre manuellement le laser à zéro lors de l'exécution du travail. Les décalages ne sont nécessaires que lors du basculement entre le laser et d'autres outils et uniquement s'ils font partie du même fichier Gcode.
- Configuration complète.
Visualisation des gravures laser en niveaux de gris
- Pour qu'une gravure en niveaux de gris soit visualisée en niveaux de gris, le fichier Gcode doit inclure T111 M06 au début du fichier sinon la vue de la carte de profondeur sera vide.
- Pour basculer entre la vue 2D et la vue Carte de profondeur, appuyez sur le bouton en haut à droite de la zone d'affichage.
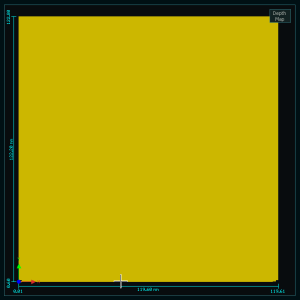
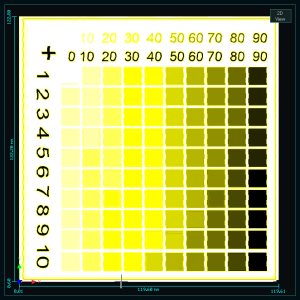
Vue 2D et vue de la carte de profondeur
- Lorsque l'outil laser 111 est sélectionné, l'affichage change automatiquement pour afficher des informations relatives au laser.
- Cela affichera le numéro d’outil 111.
- État marche/arrêt du laser
- Puissance laser
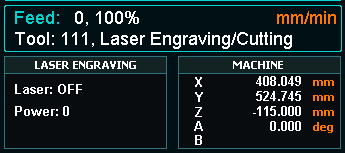
Écran d'état LASER
Connecter votre laser
La manière dont vous connectez votre laser dépendra du type de laser dont vous disposez et de son interface.
La résistance 5,6K 1/4W installée entre la sortie PWM et MASSO GND est importante et doit être installée sur tous les lasers qui n'incluent pas de résistance pull-down intégrée.
Ceci est nécessaire au bon fonctionnement du PWM.
Si vous n'êtes pas sûr que votre laser dispose d'une résistance pull-down intégrée, il n'y a aucun inconvénient à ajouter la résistance.
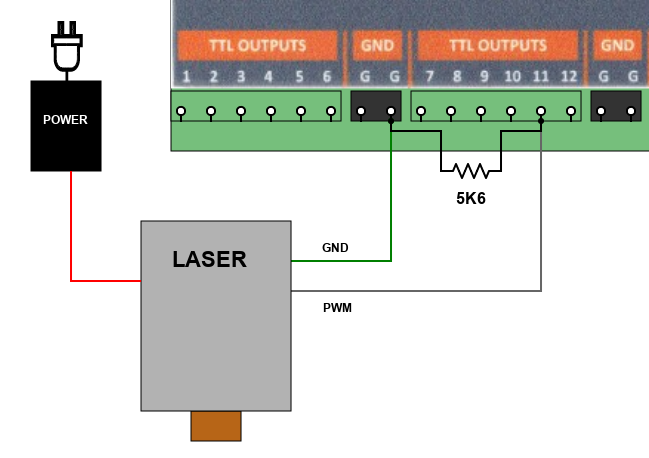
Les connexions indiquées ci-dessous sont uniquement à des fins de démonstration. Consultez le manuel d'utilisation fourni avec votre laser pour établir la connexion correcte.
MASSO utilise uniquement TTL et contrôle la puissance du laser à l'aide de PWM. (Modulation de largeur d'impulsion)
Vous pouvez trouver des informations sur la façon dont le laser est utilisé lors des tests ici : Opt Lasers
Installation de la résistance de mise à la terre PWM
- La résistance 1/4 W 5,6 K installée entre la sortie PWM et MASSO GND est importante et doit être installée sur tous les lasers qui n'incluent pas de résistance pull-down intégrée.
- Ceci est nécessaire au bon fonctionnement du PWM.
- Si vous n'êtes pas sûr que votre laser soit équipé d'une résistance pull-down, il n'y a aucun inconvénient à ajouter la résistance.
- La résistance peut être installée sur le laser ou directement sur MASSO comme indiqué ci-dessous.
- C'est une bonne idée d'isoler toutes les résistances montées de cette façon pour éviter tout contact accidentel. Ici, il a été mis dans une gaine thermorétractable transparente.
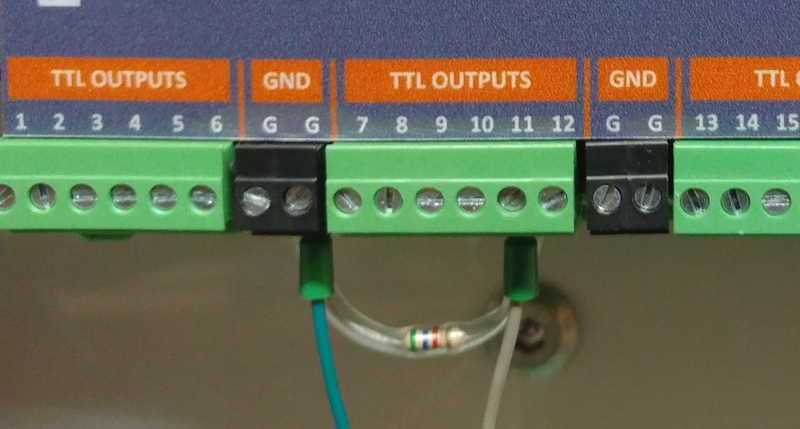
Résistance installée à MASSO
Connexion d'un module laser à 3 fils typique
Il est courant qu'une unité laser n'ait que 3 bornes d'alimentation, GND et PWM, et il s'agit d'une configuration courante avec la plupart des lasers.
L'image ci-dessous montre plusieurs exemples de cartes contrôleurs typiques.

La carte du module laser est généralement montée sur le laser lui-même avec ou sans ventilateur, comme indiqué ci-dessous.

Tous ces éléments sont connectés selon la même méthode.
La résistance 1/4 W 5,6 K installée entre la sortie PWM et MASSO GND est importante et doit être installée sur tous les lasers qui n'incluent pas de résistance pull-down intégrée.
Ceci est nécessaire au bon fonctionnement du PWM.
Si vous n'êtes pas sûr que votre laser dispose d'une résistance pull-down intégrée, il n'y a aucun inconvénient à ajouter la résistance.
Assurez-vous que les câbles transportant l'alimentation de l'alimentation laser sont de la bonne taille pour le courant requis.

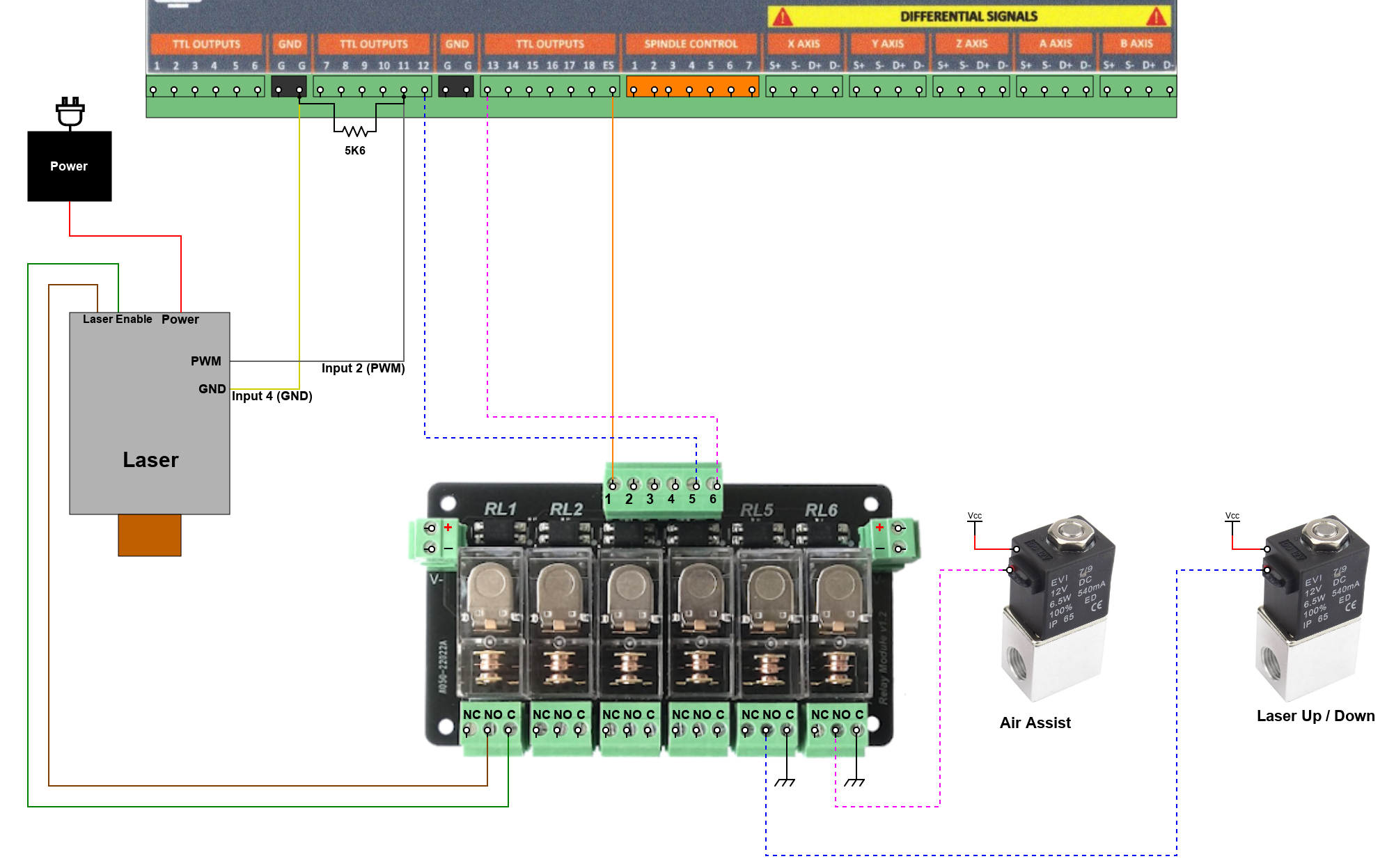
Connexion d'autres sorties à votre laser
Ennuyer
Si votre laser dispose d'une entrée d'activation, vous pouvez connecter un relais Estop à votre laser pour le désactiver en cas d'urgence.
Si vous n'avez pas d'activation dans votre laser, vous pouvez acheminer l'alimentation qui alimente le laser via le relais Estop, mais notez que lorsque vous utilisez cette méthode, lorsque l'Estop est réinitialisé, l'alimentation sera reconnectée et le laser s'allumera. à nouveau dedans. Cela peut commencer à brûler votre matériau si le laser n'est pas désactivé avant que le courant ne soit rétabli.
assistance aérienne
- Une sortie pour l'assistance aérienne est fournie si votre laser la prend en charge. L'assistance pneumatique est utilisée pour augmenter la puissance de coupe de votre laser et améliorer la qualité de coupe.
- Une commande M8 Gcode allumera l’air et un M9 l’éteindra.
- Un solénoïde d'air peut être connecté pour allumer et éteindre l'air selon les besoins.
LASER Haut/Bas
- Une sortie est fournie pour permettre au laser de s'abaisser automatiquement en position et de remonter une fois qu'un autre outil est sélectionné.
- Dès que l'outil Laser est sélectionné, la sortie Laser Up/Down passe à High. par exemple T111M6
- Lorsqu'un autre outil est sélectionné, le laser haut/bas descend. par exemple T1 M6
- Le laser peut être abaissé à l'aide d'un vérin pneumatique ou d'un actionneur linéaire.
- La sortie peut également être utilisée pour allumer et éteindre le laser pour plus de sécurité.
AVERTISSEMENT : L'exemple suivant est destiné à illustrer le concept de câblage d'un tel système. Le câblage réel de votre machine dépendra du matériel utilisé et de vos besoins. Consultez votre manuel d'utilisation pour connaître la manière correcte de câbler le matériel sélectionné. En cas de doute, consultez un ingénieur électricien qualifié pour vous aider à câbler votre machine.
Générer du code G
Les exigences MASSO Laser GCode sont prises en charge par de nombreux logiciels GRBL Gcode.
L'une des meilleures options logicielles laser est Lightburn, qui vous permettra de graver des photos, des dessins au trait et de découper des pièces selon vos besoins.
Pour voir comment configurer LightBurn pour MASSO Laser, suivez le lien ci-dessous.
Configuration de Lightburn
Remarques sur le format Gcode
- Vous devez inclure T111 M06 au début du fichier Gcode, sinon la vue de la carte de profondeur sera vide.
- La commande S peut être sur sa propre ligne avant le déplacement ou sur la même ligne que le déplacement.
- La commande S va de 0 à 1000, donc pour savoir quel pourcentage de la puissance laser totale vous avez défini, divisez la valeur S par 10.
- La commande S n'est pas activée tant qu'il n'y a pas de mouvement de l'Axe.
Lunettes de sécurité laser
La partie la plus importante de tout laser est une paire de lunettes de sécurité de qualité. Contrairement à d’autres outils CNC, un laser peut provoquer de graves lésions oculaires à distance dans le cadre d’une utilisation normale.
Les lunettes de sécurité laser sont indispensables et peuvent aider à réduire le risque que la lumière laser rétrodiffusée de manière diffuse pénètre dans les yeux de l'utilisateur.
Utilisez des lunettes de sécurité laser de qualité adaptées au laser que vous utilisez.
Vous n'avez qu'une seule paire d'yeux et ils ne repoussent pas.


 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese