

 English
English  Spanish
Spanish  French
French  German
German G200 – 激光设置
此功能在版本 5.100.14a 或更高版本中可用。
该命令设置激光参数。
可以将其插入 Gcode 文件中以定义激光器的行为。
要访问激光屏幕,您需要选择工具 111。在 MDI T111 中,键入 M6 转到等离子屏幕。
将 T111 M6 包含在您的 Gcode 文件中,以确保您正在使用激光工具。
信息:此 gcode 不适用于 MASSO G2
语法和参数
- G200使用这些值填充等离子设置选项卡
- Q值:带功率斜坡的最小激光功率
示例程序
N10G200Q50
启用功率斜坡时,最小功率水平设置为 5%
G200
G200定义了激光工具的行为。
MASSO Laser 的默认设置是G200关闭。
使用具有Q设置的G200将激活它
如果您在没有设置的情况下使用G200 ,它将被禁用。
G200仅适用于M03 。与M04一起使用时没有效果。
Q – 功率斜坡的最小功率
最低功率水平
功率斜坡
N10G200Q0 N20 X100 F1000 S800
最小激光功率设置为 0%
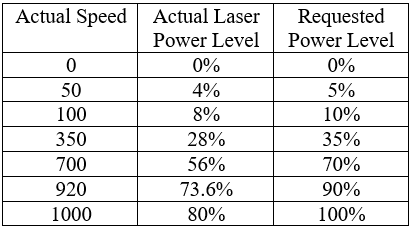
下表显示了从 0 加速到 1000 mm 以达到最大激光输出功率的 80% 或所需激光功率的 100% 时的轴斜坡。
信息: G200 不适用于 Gcode M04 (M4) 命令