Esta función está disponible en la versión 5.100.14a o superior.
Este comando define los parámetros del láser.
Se puede colocar en el archivo Gcode para definir el comportamiento del láser.
Para acceder a la pantalla Láser debe seleccionar la Herramienta 111. En MDI ingrese T111 M6 para cambiar a la pantalla Plasma.
Incluya T111 M6 en sus archivos Gcode para asegurarse de que está utilizando la herramienta Láser.
INFORMACIÓN: Este Gcode no está disponible para MASSO G2
Sintaxis y parámetros
- G200 usa los valores para completar la pestaña Parámetros de plasma
- Valor Q : nivel mínimo de salida de potencia del láser con rampa de potencia
Programa de ejemplo
N10G200Q50
Nivel de potencia mínimo establecido en 5 % con la rampa de potencia habilitada
G200
G200 define el comportamiento de la herramienta Láser.
El valor predeterminado para MASSO Laser es que G200 está apagado.
Usar G200 con un parámetro Q lo enciende
Usar G200 sin ningún parámetro lo apaga.
G200 funciona únicamente con M03 . No tiene ningún efecto cuando se usa con M04.
Q- Potencia mínima con Power Ramping
Cuando se especifica un valor Q, se activan 2 funciones diferentes.
Nivel mínimo de potencia
El valor Q define el nivel de potencia mínimo que utilizará el láser cuando utilice M03 (M3) para encenderlo.
Esto puede tener usos prácticos en aplicaciones como la soldadura láser donde se necesita un nivel mínimo de potencia para garantizar una buena soldadura.
Si no se requiere un nivel mínimo de potencia, utilice G200 Q0.
Rampa de potencia
El poder de corte/quemado de un láser se basa en una combinación de potencia y velocidad a la que se mueve el láser.
Como un dedo pasado a través de una llama, si el dedo se mueve lentamente o se detiene, arderá más que si se mueve rápidamente.
Lo mismo ocurre cuando se graba o corta con láser.
Si enciende el láser y graba una línea, verá una marca quemada al inicio de la línea seguida de una línea oscura al inicio a medida que acelera a máxima velocidad, donde la línea se volverá más clara a medida que el eje se mueve a la velocidad especificada. luego, a medida que desacelere, se oscurecerá nuevamente.
Power Ramping escala la potencia del láser durante las fases de inicio, aceleración y desaceleración del grabado para brindar un grabado uniforme.
La rampa de potencia funciona junto con la anulación de la velocidad de avance y, si el eje se desacelera mientras se mueve en las esquinas, la potencia aumentará para mantener el mismo nivel de potencia de corte/grabado.
N10 G200Q0
N20 X100 F1000 S800
Nivel mínimo de potencia del láser establecido en 0%
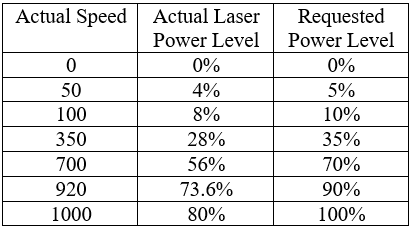
El siguiente cuadro muestra la rampa del eje a medida que acelera de 0 a 1000 mm para alcanzar la potencia máxima del 80 % de la potencia máxima de salida del láser o el 100 % de la potencia solicitada del láser.
A una velocidad de 350 mm/min, el eje ha alcanzado el 35 % de la velocidad solicitada de 1000 y produce un total del 28 % de la potencia total del láser, que es el 35 % del nivel de potencia final solicitado.
INFORMACIÓN: G200 no funciona con el comando M04 (M4) Gcode


 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese