Cette fonctionnalité est disponible dans la version 5.100.14a ou supérieure.
Cette commande définit les paramètres du laser.
Il peut être placé dans le fichier Gcode pour définir le comportement du laser.
Pour accéder à l'écran Laser, vous devez sélectionner l'outil 111. Dans MDI, entrez T111 M6 pour passer à l'écran Plasma.
Incluez T111 M6 dans vos fichiers Gcode pour vous assurer que vous utilisez l'outil Laser.
INFORMATION : Ce Gcode n'est pas disponible pour MASSO G2
Syntaxe et paramètres
- Le G200 utilise les valeurs pour remplir l'onglet Paramètres du plasma
- Valeur Q : niveau minimum de puissance laser avec rampe de puissance
Exemple de programme
N10G200Q50
Niveau de puissance minimum réglé à 5 % avec rampe de puissance activée
G200
G200 définit le comportement de l'outil Laser.
La valeur par défaut pour MASSO Laser est que le G200 est éteint.
L'utilisation du G200 avec un paramètre Q l'active
L'utilisation du G200 sans aucun paramètre le désactive.
G200 fonctionne uniquement avec M03 . Il n'a aucun effet lorsqu'il est utilisé avec M04.
Q- Puissance minimale avec Power Ramping
Lorsqu'une valeur Q est spécifiée, 2 fonctions différentes sont activées.
Niveau de puissance minimum
La valeur Q définit le niveau de puissance minimum que le laser utilisera lorsque vous utiliserez M03 (M3) pour l'allumer.
Cela peut avoir des utilisations pratiques dans des applications telles que le soudage au laser où un niveau minimum de puissance est nécessaire pour garantir une bonne soudure.
Si aucun niveau de puissance minimum n’est requis, utilisez G200 Q0.
rampe de puissance
La puissance de découpe/combustion d’un laser est basée sur une combinaison de puissance et de vitesse à laquelle le laser se déplace.
Comme un doigt passé à travers une flamme, si le doigt bouge lentement ou s'arrête, il brûlera plus fort que s'il bouge rapidement.
La même chose se produit lors de la gravure ou de la découpe au laser.
Si vous allumez le laser et gravez une ligne, vous verrez une marque brûlée au début de la ligne suivie d'une ligne sombre au début lorsque vous accélérez à pleine vitesse, où la ligne deviendra plus claire à mesure que l'arbre se déplace vers le haut. vitesse spécifiée. puis, à mesure que vous ralentirez, il fera à nouveau plus sombre.
Power Ramping adapte la puissance du laser pendant les phases de démarrage, d'accélération et de décélération de la gravure pour fournir une gravure cohérente.
La rampe de puissance fonctionne en conjonction avec la commande de vitesse au sol et si la broche décélère lors du déplacement dans les virages, la puissance augmentera pour maintenir le même niveau de puissance de coupe/gravure.
N10G200Q0
N20 X100 F1000 S800
Niveau de puissance laser minimum réglé à 0 %
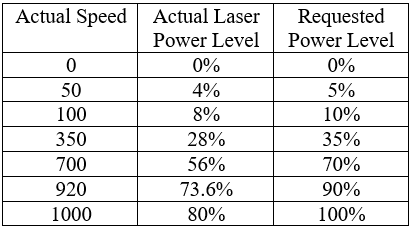
Le tableau suivant montre la rampe de l'axe lorsqu'il accélère de 0 à 1 000 mm pour atteindre la puissance maximale de 80 % de la puissance maximale de sortie du laser ou 100 % de la puissance laser demandée.
A une vitesse de 350 mm/min, la broche a atteint 35 % de la vitesse demandée de 1000 et produit un total de 28 % de la puissance laser totale, soit 35 % du niveau de puissance final demandé.
INFO : G200 ne fonctionne pas avec la commande Gcode M04 (M4)


 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese