Diese Funktion ist in Version 5.100.14a oder höher verfügbar.
Dieser Befehl legt die Laserparameter fest.
Es kann in die Gcode-Datei eingefügt werden, um das Verhalten des Lasers zu definieren.
Um auf den Laserbildschirm zuzugreifen, müssen Sie das Werkzeug 111 auswählen. Geben Sie in MDI T111 M6 ein, um zum Plasmabildschirm zu gelangen.
Fügen Sie T111 M6 in Ihre Gcode-Dateien ein, um sicherzustellen, dass Sie das Laserwerkzeug verwenden.
INFORMATION: Dieser Gcode ist für MASSO G2 nicht verfügbar
Syntax und Parameter
- Der G200 verwendet die Werte, um die Registerkarte „Plasmaeinstellungen“ zu füllen
- Q-Wert : minimale Laserleistung mit Leistungsrampe
Beispielprogramm
N10G200Q50
Der minimale Leistungspegel ist auf 5 % eingestellt, wobei die Leistungsrampe aktiviert ist
G200
G200 definiert das Verhalten des Laserwerkzeugs.
Die Standardeinstellung für MASSO Laser ist, dass der G200 ausgeschaltet ist.
Wenn Sie das G200 mit einer Q- Einstellung verwenden, wird es aktiviert
Wenn Sie das G200 ohne Einstellungen verwenden, wird es deaktiviert.
G200 funktioniert nur mit M03 . Bei Verwendung mit M04 hat es keine Wirkung.
Q – Minimale Leistung mit Power Ramping
Bei Angabe eines Q-Wertes werden 2 unterschiedliche Funktionen aktiviert.
Minimale Leistungsstufe
Der Q-Wert legt die minimale Leistungsstufe fest, die der Laser verwendet, wenn Sie ihn mit M03 (M3) einschalten.
Dies kann bei Anwendungen wie dem Laserschweißen, bei denen ein Mindestmaß an Leistung erforderlich ist, um eine gute Schweißung zu gewährleisten, praktischen Nutzen haben.
Wenn keine Mindestleistung erforderlich ist, verwenden Sie G200 Q0.
Leistungsrampe
Die Schneid-/Brennleistung eines Lasers basiert auf einer Kombination aus Leistung und Geschwindigkeit, mit der sich der Laser bewegt.
Wie ein Finger, der durch eine Flamme geführt wird: Wenn sich der Finger langsam bewegt oder stehen bleibt, brennt er heller, als wenn er sich schnell bewegt.
Das Gleiche passiert beim Lasergravieren oder -schneiden.
Wenn Sie den Laser einschalten und eine Linie gravieren, sehen Sie am Anfang der Linie eine verbrannte Markierung, gefolgt von einer dunklen Linie am Anfang, wenn Sie auf Höchstgeschwindigkeit beschleunigen, wo die Linie heller wird, wenn sich der Schaft in Richtung bewegt Spitze. angegebene Geschwindigkeit. Wenn Sie dann langsamer werden, wird es wieder dunkler.
Power Ramping passt die Laserleistung während der Start-, Beschleunigungs- und Verzögerungsphasen der Gravur an, um eine gleichmäßige Gravur zu gewährleisten.
Die Leistungsrampe arbeitet mit der Fahrgeschwindigkeitssteuerung zusammen. Wenn die Spindel beim Bewegen um Ecken abbremst, erhöht sich die Leistung, um das gleiche Niveau an Schneid-/Gravurleistung aufrechtzuerhalten.
N10G200Q0
N20 X100 F1000 S800
Minimale Laserleistung auf 0 % eingestellt
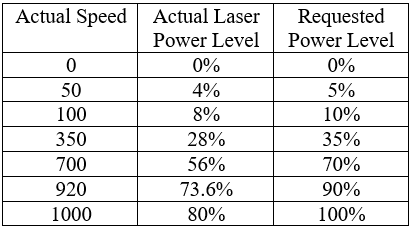
Die folgende Tabelle zeigt die Rampe der Achse bei der Beschleunigung von 0 auf 1000 mm, um die maximale Leistung von 80 % der maximalen Laserausgangsleistung oder 100 % der angeforderten Laserleistung zu erreichen.
Bei einer Geschwindigkeit von 350 mm/min erreichte die Spindel 35 % der geforderten Drehzahl von 1000 und erzeugte insgesamt 28 % der gesamten Laserleistung bzw. 35 % der endgültig geforderten Leistung.
INFO: G200 funktioniert nicht mit dem Gcode M04 (M4)-Befehl


 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese