

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese M667 - Plasma - THC-Funktion aktivieren
Dieser Befehl aktiviert die automatische Steuerfunktion der THC-Z-Achse in der Plasma-Version.
Syntax und Parameter
- M667
- F-Wert – Dies ist die Z-Achsen-Vorschubgeschwindigkeit, die verwendet wird, um den Brenner im THC-Modus nach oben/unten zu bewegen.
Beispielprogramm
N10 M667 F500 N20 G01 X1 F1000
Das obige Programm aktiviert die THC-Funktion und setzt die Z-Achsen-Vorschubgeschwindigkeit während der THC-Steuerung auf 500.
Dieser Gcode wird erst bei der nächsten Achsbewegung wirksam.
Beispielprogramm
N10 M667 N20 G1 X1 F1000
Das obige Programm aktiviert die THC-Funktion. Die THC-Leistungsrate verwendet die zuletzt angegebene Leistungsrate für M667. Wenn kein vorheriger Vorschub angegeben wurde, wird der maximale Achsvorschub als M667-Vorschub verwendet.
Dieser Gcode wird erst bei der nächsten Achsbewegung wirksam.
Probleme mit der THC-Zufuhrrate
Die THC-Vorschubrate bestimmt, wie schnell sich die Z-Achse bewegt, um die Z-Achse unter THC-Steuerung auf die richtige Schnitthöhe neu zu positionieren.
Wenn diese Einstellung zu schnell ist, schießt die Z-Achse über und das THC kehrt die Richtung um, um Sie wieder auf die richtige Schnitthöhe zu bringen.
In extremen Fällen kann die Z-Achse bei jeder Bewegung überschießen, was zu einer kontinuierlichen Positionssuche führt, da die Z-Achse auf und ab springt, während sie sich entlang des Schnitts bewegt.
Wenn die THC-Zufuhrrate zu niedrig eingestellt ist, kann die Z-Achse möglicherweise nicht schnell genug angehoben werden, um die Oberfläche des Materials zu entfernen, wodurch der Brenner das Material trifft.
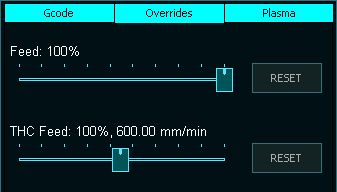
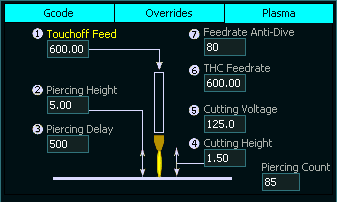
Parameter der THC-Zufuhrrate 