

 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese M667 - Plasma - Activar la función THC
Este comando se utiliza para activar la función de control automático del eje Z THC en la versión de plasma.
Sintaxis y parámetros
- M667
- Valor F: esta es la velocidad de avance del eje Z que se usará para mover la antorcha hacia arriba/abajo cuando esté en modo THC.
Programa de ejemplo
N10 M667 F500 N20 G01 X1 F1000
El programa anterior activa la función THC y establece la velocidad de avance del eje Z durante el control THC en 500.
Este Gcode no surte efecto hasta el siguiente movimiento del eje.
Programa de ejemplo
N10 M667 N20 G1 X1 F1000
El programa anterior enciende la función THC. La tasa de alimentación de THC utilizará la última tasa de alimentación especificada para M667. Si no se ha especificado ninguna velocidad de avance anterior, utilizará la velocidad de avance máxima del eje como la velocidad de avance de M667.
Este Gcode no surte efecto hasta el siguiente movimiento del eje.
Problemas de tasa de alimentación de THC
La tasa de avance de THC determina la velocidad a la que se mueve el eje Z para reposicionar el eje Z a la altura de corte correcta bajo el control de THC.
Si esta configuración es demasiado rápida, el eje Z se sobrepasará y el THC invertirá la dirección para devolverlo a la altura de corte correcta.
En casos extremos, el eje Z puede terminar rebasándose cada vez que se mueve, lo que provoca una búsqueda continua de la posición a medida que el eje Z rebota hacia arriba y hacia abajo a medida que se mueve a lo largo del corte.
Si la tasa de alimentación de THC se establece demasiado baja, es posible que el eje Z no pueda ascender lo suficientemente rápido para despejar la superficie del material, lo que hace que la antorcha choque con el material.
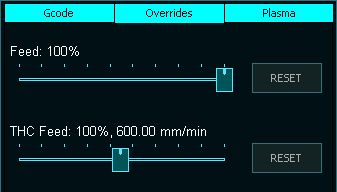
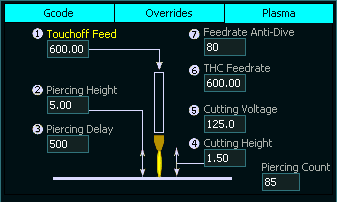
Parámetro de tasa de alimentación de THC 