

 English
English  Spanish
Spanish  French
French  German
German 威贝科刀塔

信息:此换刀装置仅适用于 MASSO-G3 软件 v4.0 及更高版本。
配置换刀装置
- 将步进电机连接到 MASSO 的 Y 轴输出。
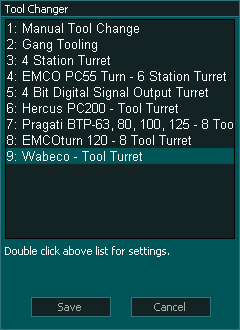
- 转至F1 设置屏幕并打开工具更换器窗口。
- 从列表中选择按 Enter 键以打开换刀器列表。从列表中选择“WABECO Tool Turret”并双击它以打开以下配置窗口。
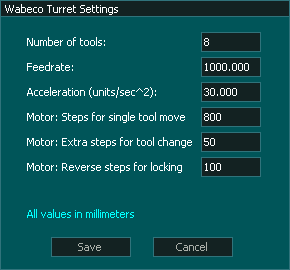
工具数量:
预付款:
进给速率以每分钟刀具数给出。
要计算换刀装置完成一转所需的时间,请使用以下公式
每分钟 60 秒/进给:每分钟刀具 x 换刀装置中的 8 个刀具 = 一整圈的时间(以秒为单位)
加速度:
步进电机的加速度(以工具每秒为单位)^2
电机:用单个工具移动工具的步骤
在工具位置之间移动所需的步数。
电机:更换工具的附加步骤
一旦到达所需的刀具位置,这是通过刀具锁定位置以确保刀库锁定向后运动所需的步数。
发动机:倒车至锁止。
这是反转工具并将工具锁定到位所需的步骤数。
换刀逻辑
根据启动顺序定位所有机床轴后,刀具更换器逻辑开始旋转转塔步进电机,直到收到启动信号(刀具 1)。
启动流程
- “换刀装置 -1”输出变高并等待 500 ms,以便锁定销移动到解锁位置。
- 发动机在前面运行
- 当到达参考传感器时,“换刀装置 1”输入增加
- “换刀装置 -1”输出变为低电平并等待 1000 ms,以便锁定销移动到锁定位置。
- 电机旋转指定的步数以锁定。
- MASSO 屏幕上的工具编号更新为工具 1
- 搜索结束了
如果在完整旋转一圈后未收到有效的工具启动信号,控制器将在屏幕上显示警报。
换刀顺序
- 在M6换刀控制中
- “换刀装置 -1”输出变高并等待 500 ms,以便锁定销移动到解锁位置。
- 电机向前旋转所需的步数以到达新的刀具位置并停止。
- “换刀装置 -1”输出变为低电平并等待 1000 ms,以便锁定销移动到锁定位置。
- 电机旋转指定的步数以锁定。
- 刀具编号更新为新刀具。
- 完成工具更换。
入口标志
连接参考传感器输入并将其分配给 MASSO,如下所示:
- 输入“Tool Changer -1”作为刀塔原位传感器。该输入通常为低电平,激活后变为高电平。
出口标志
刀塔步进电机的STEP和DIRECTION信号需要连接到MASSO的Y轴STEP和DIRECTION端口。
“ Tool Changer-1 ”输出用于锁定销。
如果您的换刀装置没有锁销电磁阀,则无需分配该换刀装置输出。