

 English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese Hochgeschwindigkeits-Rotationswerkzeugwechsler
Dieser Werkzeugwechsler ist für MASSO G3 und MASSO Touch und nur in der Betaversion 5.100b oder höher verfügbar.


Dieser Werkzeugwechsler wurde an den folgenden Werkzeugwechslermodellen getestet und passt möglicherweise auf andere ähnliche Modelle.
Bitte teilen Sie dem MASSO-Support mit, ob Ihr Werkzeugwechslermodell funktioniert, und wir werden es zur Liste hinzufügen.
- Bruder TC-211
Wählen Sie einen Werkzeugwechsler aus
Wählen Sie im Fenster „Werkzeugwechsler“ die Option „ Hochgeschwindigkeits-Rotationswerkzeugwechsler“ und doppelklicken Sie zum Konfigurieren.
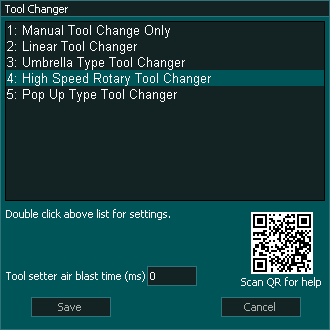
INFORMATION: Der Luftstrahl des Werkzeugpositionierers wird verwendet, um den Werkzeugpositionierer nach dem Werkzeugwechsel und vor der Messung des Werkzeugs von Staub zu reinigen. Es wird während des Werkzeugwechselvorgangs nicht verwendet.
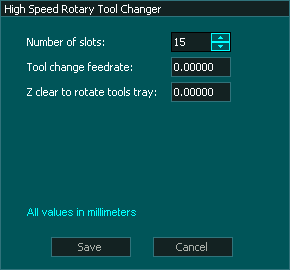
Einstellungen
Anzahl der Steckplätze: Es können bis zu 15 Werkzeugsteckplätze zugewiesen werden.
Werkzeugwechselgeschwindigkeit – Legt die Geschwindigkeit fest, mit der sich die Z-Achse während des Werkzeugwechsels auf und ab bewegt.
Z Frei zum Drehen des Werkzeugtisches: Dies ist die Maschinenkoordinate, die die Spindel nach oben bewegt, bevor sich der Werkzeugtisch dreht.
Ein- und Ausgänge des Werkzeugwechslers
In diesem Dokument verwendete Syntax für Ein- und Ausgänge des Werkzeugwechslers
„Werkzeugwechsler – Ausgang 1“ bedeutet Werkzeugwechsel – 1 und ist ein Ausgang
„Werkzeugwechsler – Eingang 1“ bedeutet Werkzeugwechsler -1 und ist ein Eingang
Hinweis: Jeder Ein- oder Ausgang des Werkzeugwechslers kann jedem Ein- oder Ausgang in MASSO zugewiesen werden. Die Nummer des Werkzeugwechslers bezieht sich nicht auf einen tatsächlichen Ein- oder Ausgangsanschluss.
INFORMATION: Wenn Ihre Maschine über keinen Sensor für einen oder mehrere der folgenden Eingänge verfügt, weisen Sie dieser Funktion keinen Eingang zu. Die Werkzeugwechsellogik ignoriert dann den Eingang und fährt fort.
TICKETS
- Werkzeugwechsler: Eingang 1 für Spindel in INDEX-Position
- Werkzeugwechsler: Eingang 2 zum Löschen des Rotationssignals der Werkzeugplatte
- Werkzeugwechsler: Eingang 3 für Bit 1 Werkzeugpositionssignal vom Werkzeugwechsler
- Werkzeugwechsler: Eingang 4 für Bit 2 Werkzeugpositionssignal vom Werkzeugwechsler
- Werkzeugwechsler: Eingang 5 für Bit 3 Werkzeugpositionssignal vom Werkzeugwechsler
- Werkzeugwechsler: Eingang 6 für Bit 4 Werkzeugpositionssignal vom Werkzeugwechsler
- Werkzeugwechsler: Eingang 7 für den Verzögerungsbereich des Werkzeugwechslers
ABFLÜGE
- Werkzeugwechsler - Ausgang 1 für Spindelstart INDEX
- Werkzeugwechsler: Auslass 2 für einen sauberen Luftstrahl auf die Spindel
- Werkzeugwechsler: Ausgang 3 zum Drehen der Werkzeugablage im Uhrzeigersinn
- Werkzeugwechsler: Ausgang 4 zum Drehen der Werkzeugablage gegen den Uhrzeigersinn
Werkzeugwechslerlogik
Wenn ein Werkzeugwechselbefehl empfangen wird, arbeitet die Werkzeugwechslerlogik in den folgenden Schritten:
- Die Spindel wird ausgeschaltet und das System wartet darauf, dass sie stoppt, basierend auf dem Spindelwert „Verzögerungsverzögerung“ in der Spindelkonfiguration.
- Das System prüft, ob das aktuelle Werkzeug in der Spindel in einem Steckplatz auf dem F4-Tools- Bildschirm konfiguriert ist; andernfalls wird ein Fehler angezeigt.
- Das System prüft, ob das zu ladende Werkzeug auf dem F4-Tools- Bildschirm auf einem Platz konfiguriert ist; andernfalls wird ein Fehler angezeigt.
- Werkzeugwechsler: Ausgang 1 für Spindel in INDEX-Position geht hoch , um den Indexierungsvorgang zu starten
- Das System wartet darauf, dass „ Werkzeugwechsler – Eingang 1 (Spindel in INDEX-Position)“ auf HIGH geht , um anzuzeigen, dass die Spindel indexiert ist; andernfalls wird ein Fehler generiert.
- Die Z-Achse bewegt sich nach OBEN am Referenzschalter vorbei, bis der Werkzeugwechslereingang 2 (Frei zum Drehen von Werkzeugen) auf HIGH geht . Für die Dauer des Werkzeugwechsels bleibt der Referenzschalter gedrückt.
- „ Werkzeugwechsler – Ausgang 3 oder 4 “ geht auf HIGH, um die Werkzeugablage entsprechend der erforderlichen Drehrichtung zu drehen.
- Das System liest 4 digitale Eingänge vom Positionierungssensor:
- Werkzeugwechsler - Eingang 3 : (Bit 1)
- Werkzeugwechsler - Eingang 4 : (Bit 2)
- Werkzeugwechsler - Eingang 5 : (Bit 3)
- Werkzeugwechsler - Eingang 6 : (Bit 4)
- Anschließend wartet das System auf das Signal vom Werkzeugwechsler – Eingang 7, um zu prüfen, ob sich das neue Werkzeug in der richtigen Position befindet.
- Sobald das gewünschte Werkzeug in Position ist, geht der „ Werkzeugwechsler – Ausgang 3 oder 4 “ nach unten, um die Werkzeugdrehung zu stoppen.
- Werkzeugwechsler: Ausgang 2 (Spindelluftdüse reinigen) geht HIGH
- Die Z -Achse geht nach unten
- Werkzeugwechsler – Ausgang 2 (Spindel-Reinluftstrahl) wird niedrig , wenn die Z-Achse unter den Referenzschalter zurückkehrt.
- Werkzeugwechsler: Ausgang 1 geht auf LOW , um eine normale Spindelsteuerung zu ermöglichen.
- Der Werkzeugwechsel ist wettbewerbsfähig.
INFORMATION: Alle Ein- und Ausgangssignale können einfach umgekehrt werden, indem Sie den Ein- oder Ausgang aus der Liste auswählen und die Leertaste auf der Tastatur drücken, um das Signal umzukehren. Diese Einstellungen werden automatisch gespeichert.
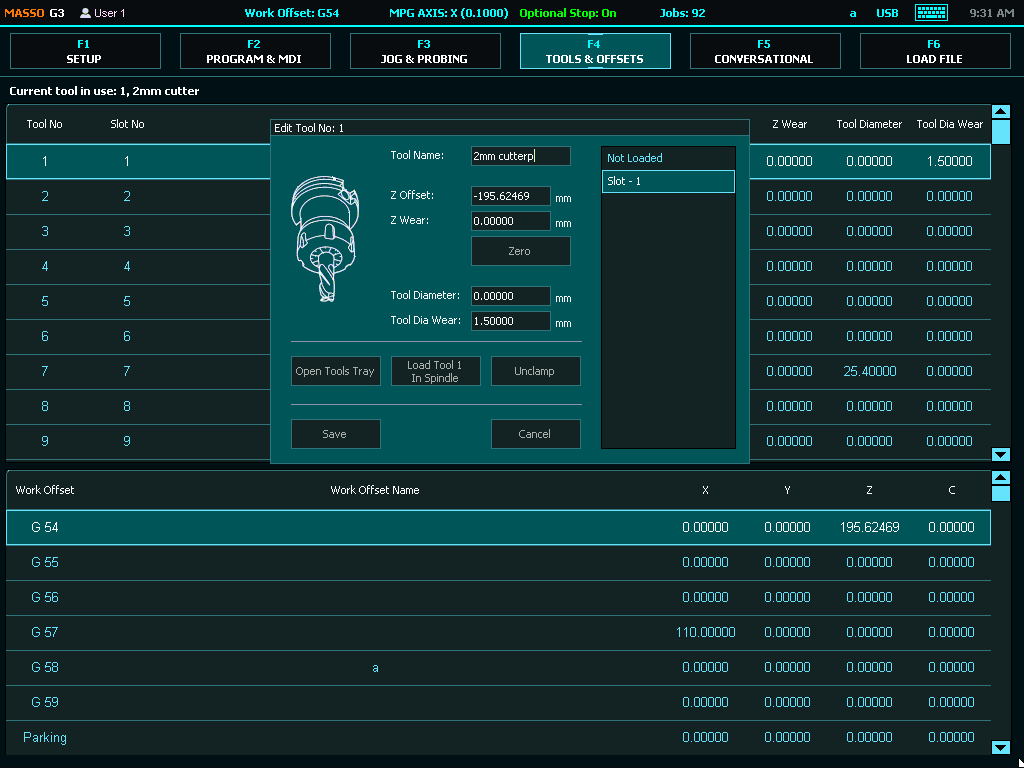
INFORMATION: Stellen Sie sicher, dass Sie jedes Werkzeug auf dem Bildschirm F4 – Werkzeuge und Arbeitsvergütung einem Werkzeugplatz zuordnen. Andernfalls erhalten Sie während eines Werkzeugwechselbefehls einen Werkzeugfehleralarm, wenn das Werkzeug nicht in einem Steckplatz platziert ist.
INFORMATION: Werkzeugwechsler können außerhalb der Soft-Limits platziert werden, um sie vor unbeabsichtigter Beschädigung zu schützen; Allerdings muss Auto Tool Zero innerhalb weicher Grenzen bleiben.