

 English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese Changeur d'outils rotatifs à grande vitesse
Ce changeur d'outils est destiné à MASSO G3 et MASSO Touch et n'est disponible qu'en version bêta 5.100b ou supérieure.


Ce changeur d'outils a été testé sur les modèles de changeurs d'outils suivants et peut convenir à d'autres modèles similaires.
Veuillez informer le support MASSO si votre modèle de changeur d'outils fonctionne et nous l'ajouterons à la liste.
- Frère TC-211
Sélectionner un changeur d'outils
Dans la fenêtre Tool Changer, sélectionnez High Speed ????Rotary Tool Changer et double-cliquez pour configurer.
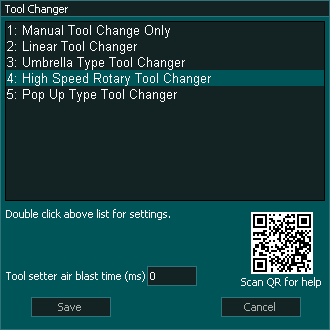
INFORMATION : Le jet d'air du positionneur d'outil est utilisé pour nettoyer la poussière du positionneur d'outil après le changement d'outil et avant de mesurer l'outil. Il n'est pas utilisé lors du processus de changement d'outil.
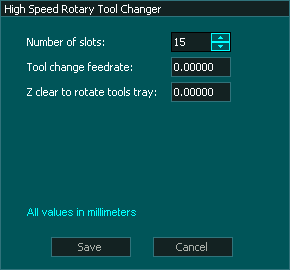
Paramètres
Nombre d'emplacements : jusqu'à 15 emplacements d'outils peuvent être attribués.
Vitesse de changement d'outil – Définit la vitesse à laquelle l'axe Z monte et descend pendant le changement d'outil.
Z Effacer pour faire pivoter le plateau à outils : Il s'agit de la coordonnée de la machine que la broche monte avant que le plateau à outils ne tourne.
Entrées et sorties du changeur d'outils
Syntaxe utilisée dans ce document pour les entrées et sorties du changeur d'outils
"Changeur d'outil - Sortie 1" signifie Changement d'outil - 1 et est une sortie
"Changeur d'outils - Entrée 1" signifie Changeur d'outils -1 et est une entrée
Remarque : Toute entrée ou sortie du changeur d'outils peut être affectée à n'importe quelle entrée ou sortie dans MASSO. Le numéro du changeur d'outils ne fait pas référence à un port d'entrée ou de sortie réel.
INFORMATION : Si votre machine ne dispose pas de capteur pour une ou plusieurs des entrées suivantes, n'attribuez pas d'entrée à cette fonction et la logique de changement d'outil ignorera l'entrée et continuera.
BILLETS
- Changeur d'outils : entrée 1 pour broche en position INDEX
- Changeur d'outils : entrée 2 pour effacer le signal de rotation du plateau d'outils
- Changeur d'outils : entrée 3 pour le signal bit 1 de position d'outil du changeur d'outils
- Changeur d'outils : entrée 4 pour le signal bit 2 de position d'outil du changeur d'outils
- Changeur d'outils : entrée 5 pour le signal bit 3 de position d'outil du changeur d'outils
- Changeur d'outils : entrée 6 pour le signal bit 4 de position d'outil du changeur d'outils
- Changeur d'outils : entrée 7 pour la plage de décélération du changeur d'outils
DÉPARTS
- Changeur d'outils - Sortie 1 pour démarrage de broche INDEX
- Changeur d'outils : sortie 2 pour un jet d'air propre sur la broche
- Changeur d'outils : sortie 3 pour faire pivoter le plateau à outils dans le sens des aiguilles d'une montre
- Changeur d'outils : sortie 4 pour faire pivoter le plateau à outils dans le sens inverse des aiguilles d'une montre
Logique du changeur d'outils
Lorsqu'une commande de changement d'outil est reçue, la logique du changeur d'outil fonctionne selon les étapes suivantes :
- La broche est éteinte et le système attend qu'elle s'arrête en fonction de la valeur du « Délai de décélération » de la broche dans la configuration de la broche.
- Le système vérifie si l' outil actuel dans la broche est configuré dans un emplacement sur l'écran F4-Tools ; sinon, il affiche une erreur.
- Le système vérifie si l' outil à charger est configuré dans un emplacement sur l'écran F4-Tools ; sinon, il affiche une erreur.
- Changeur d'outils : la sortie 1 pour la broche en position INDEX passe à l'état haut pour démarrer le processus d'indexation
- Le système attend que « Changeur d'outils – Entrée 1 (broche en position INDEX) » passe à HAUT pour indiquer que la broche est indexée ; sinon cela génère une erreur.
- L'axe Z se déplace vers le HAUT au-delà du commutateur de référence jusqu'à ce que l'entrée 2 du changeur d'outils (Effacer pour faire pivoter les outils) passe à HAUT . Le commutateur de référence est enfoncé pendant toute la durée du changement d'outil.
- « Changeur d'outils - Sortie 3 ou 4 » passe à HAUT pour faire pivoter le plateau à outils en fonction du sens de rotation requis.
- Le système lit 4 entrées numériques du capteur de positionnement :
- Changeur d'outils - Entrée 3 : (bit 1)
- Changeur d'outils - Entrée 4 : (bit 2)
- Changeur d'outils - Entrée 5 : (bit 3)
- Changeur d'outils - Entrée 6 : (bit 4)
- Le système attend ensuite le signal du changeur d'outils - entrée 7 pour vérifier si le nouvel outil est dans la bonne position.
- Une fois l'outil souhaité en position, le « Changeur d'outils - Sortie 3 ou 4 » passe au BAS pour arrêter la rotation des outils.
- Changeur d'outils : la sortie 2 (jet d'air de broche propre) passe à HAUT
- L'axe Z descend
- Changeur d'outils – La sortie 2 (jet d'air propre de la broche) devient faible lorsque l'axe Z revient en dessous du commutateur de référence.
- Changeur d'outils : la sortie 1 passe au niveau BAS pour permettre le contrôle normal de la broche.
- Le changement d'outil est en compétition.
INFORMATION : Tous les signaux d'entrée et de sortie peuvent être facilement inversés en sélectionnant l'entrée ou la sortie dans la liste et en appuyant sur la touche de la barre d'espace du clavier pour inverser le signal. Ces paramètres sont enregistrés automatiquement.
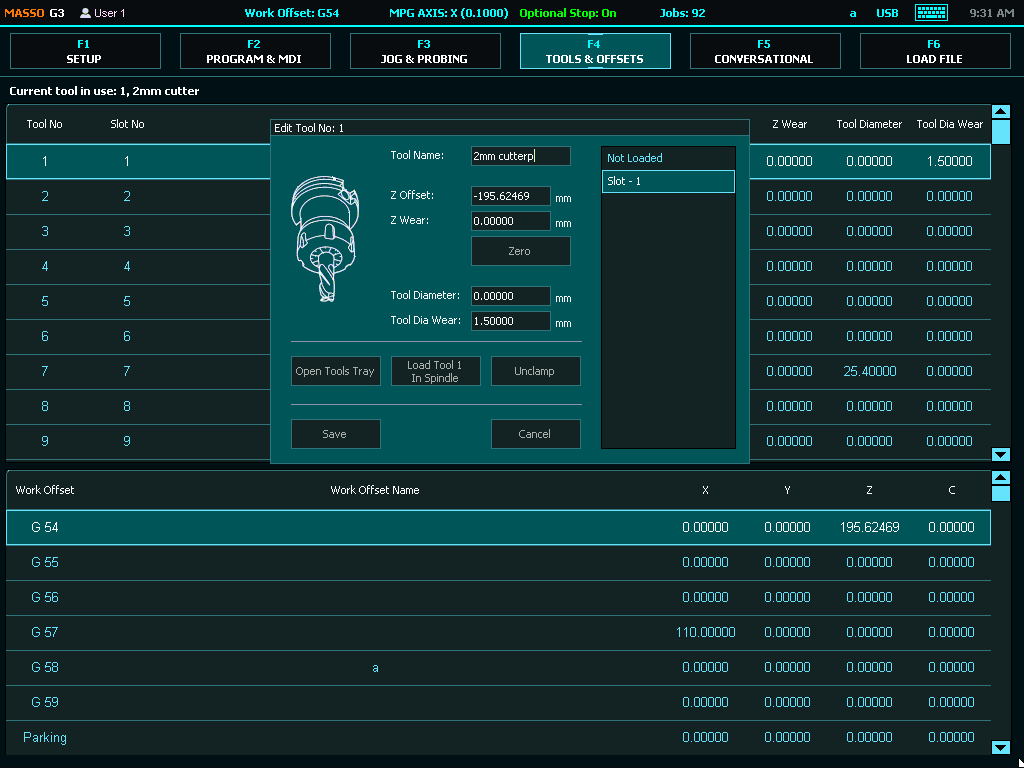
INFORMATION : Assurez-vous d'attribuer chaque outil à un emplacement d'outil sur l'écran F4 - Outils et rémunération du travail ; Sinon, lors d'une commande de changement d'outil, si l'outil n'est pas placé dans un emplacement, vous recevrez une alarme d'erreur d'outil.
INFORMATION : Les changeurs d'outils peuvent être placés en dehors des limites douces pour les protéger des dommages accidentels ; cependant, Auto Tool Zero doit rester dans des limites souples.