

 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese Cambiador de herramientas rotativo de alta velocidad
Este cambiador de herramientas es para MASSO G3 y MASSO Touch y solo está disponible en la versión Beta 5.100b o superior.


Este cambiador de herramientas ha sido probado en los siguientes modelos de cambiadores de herramientas y puede ser adecuado para otros modelos similares.
Informe al soporte de MASSO si su modelo de cambiador de herramientas funciona y lo agregaremos a la lista.
- Hermano TC-211
Seleccionar el cambiador de herramientas
En la ventana del Cambiador de herramientas, seleccione Cambiador de herramientas rotativas de alta velocidad y haga doble clic para configurar.
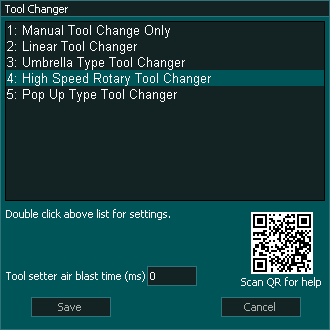
INFORMACIÓN: El chorro de aire del posicionador de herramientas se utiliza para limpiar el polvo del posicionador de herramientas después de cambiar la herramienta y antes de medirla. No se utiliza durante el proceso de cambio de herramienta.
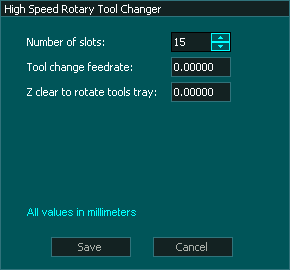
Ajustes
Número de ranuras: se pueden asignar hasta 15 ranuras para herramientas.
Velocidad de cambio de herramienta: define qué tan rápido el eje Z se mueve hacia arriba y hacia abajo durante el cambio de herramienta.
Z Borrar para rotar la bandeja de herramientas: Esta es la coordenada de la máquina que el husillo mueve hacia arriba antes de que gire la bandeja de herramientas.
Entradas y salidas del cambiador de herramientas
Sintaxis utilizada en este documento para las entradas y salidas del cambiador de herramientas
"Cambiador de herramientas - Salida 1" significa Cambio de herramienta - 1 y es una salida
"Cambiador de herramientas - Entrada 1" significa Cambiador de herramientas -1 y es una entrada
Nota: Cualquier entrada o salida del cambiador de herramientas se puede asignar a cualquier entrada o salida en MASSO. El número del cambiador de herramientas no se refiere a un puerto de entrada o salida real.
INFORMACIÓN: Si su máquina no tiene un sensor para una o más de las entradas siguientes, no asigne una entrada a esa función y la lógica de cambio de herramienta ignorará la entrada y continuará.
ENTRADAS
- Cambiador de herramientas: entrada 1 para husillo en posición ÍNDICE
- Cambiador de herramientas: entrada 2 para borrar para rotar la señal de la bandeja de herramientas
- Cambiador de herramientas: entrada 3 para la señal del bit 1 de posición de herramienta desde el cambiador de herramientas
- Cambiador de herramientas: entrada 4 para la señal del bit 2 de posición de herramienta desde el cambiador de herramientas
- Cambiador de herramientas: entrada 5 para la señal del bit 3 de posición de herramienta desde el cambiador de herramientas
- Cambiador de herramientas: entrada 6 para la señal del bit 4 de posición de herramienta desde el cambiador de herramientas
- Cambiador de herramientas: entrada 7 para rango de desaceleración del cambiador de herramientas
SALIDAS
- Cambiador de herramientas - Salida 1 para inicio del ÍNDICE del husillo
- Cambiador de herramientas: salida 2 para chorro de aire limpio del husillo
- Cambiador de herramientas: salida 3 para girar la bandeja de herramientas en sentido horario
- Cambiador de herramientas: salida 4 para girar la bandeja de herramientas en el sentido contrario a las agujas del reloj
Lógica del cambiador de herramientas
Cuando se recibe un comando de cambio de herramienta, la lógica del cambiador de herramientas funciona en los siguientes pasos:
- El husillo se apaga y el sistema espera a que se detenga según el valor de "Retardo de desaceleración" del husillo en la configuración del husillo.
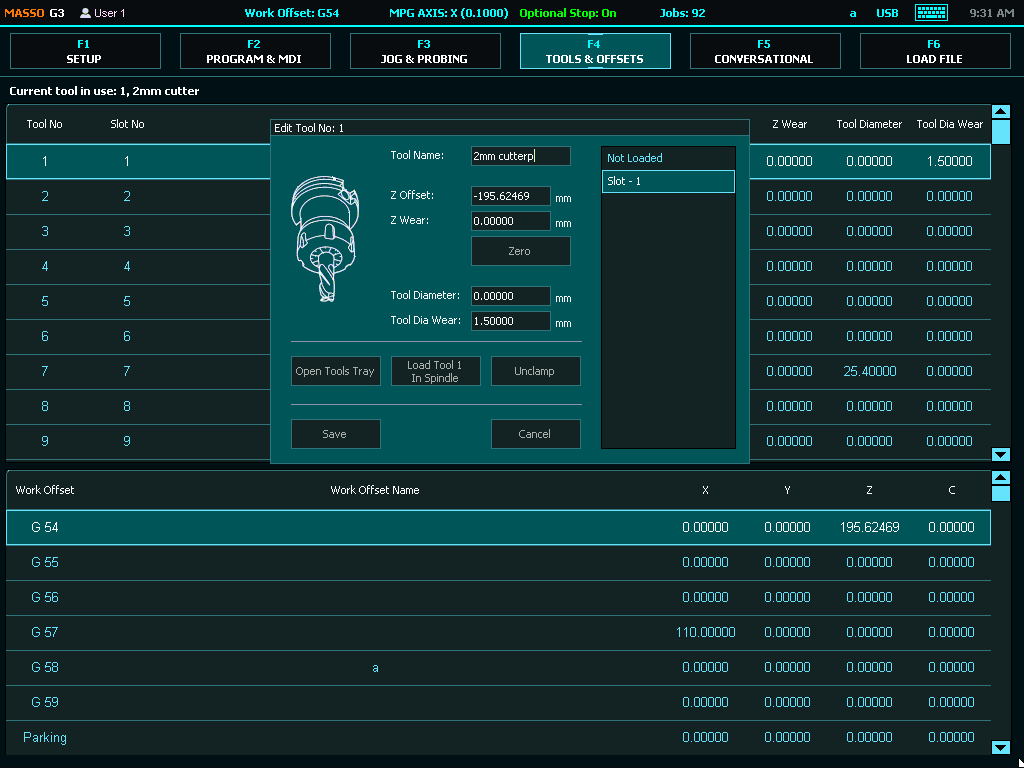
- El sistema verifica si la herramienta actual en el husillo está configurada en una ranura en la pantalla F4-Herramientas ; de lo contrario, muestra un error.
- El sistema verifica si la herramienta a cargar está configurada en una ranura en la pantalla F4-Herramientas ; de lo contrario, muestra un error.
- Cambiador de herramientas: la salida 1 para el husillo en la posición ÍNDICE pasa a nivel alto para iniciar el proceso de índice
- El sistema espera a que el " Cambiador de herramientas - Entrada 1 (husillo en posición ÍNDICE)" pase a ALTO para indicar que el husillo está indexado; de lo contrario, genera un error.
- El eje Z se mueve hacia ARRIBA más allá del interruptor de referencia hasta que la Entrada 2 del cambiador de herramientas (Borrar para rotar herramientas) pasa a ALTO . El interruptor de referencia se presiona todo el tiempo que está en cambio de herramienta.
- " Cambiador de herramientas - Salida 3 o 4 " pasa a ALTO para rotar la bandeja de herramientas dependiendo de la dirección de rotación requerida.
- El sistema lee 4 entradas digitales del sensor de posicionamiento:
- Cambiador de herramientas - Entrada 3 : (bit 1)
- Cambiador de herramientas - Entrada 4 : (bit 2)
- Cambiador de herramientas - Entrada 5 : (bit 3)
- Cambiador de herramientas - Entrada 6 : (bit 4)
- Luego, el sistema espera la señal del Cambiador de herramientas - Entrada 7 para verificar si la nueva herramienta está en la posición correcta.
- Una vez que la herramienta deseada está en posición, el " Cambiador de herramientas - Salida 3 o 4 " pasa a BAJO para detener la rotación de las herramientas.
- Cambiador de herramientas: la salida 2 (chorro de aire limpio del husillo) pasa a nivel ALTO
- El eje Z se mueve hacia ABAJO
- Cambiador de herramientas : la salida 2 (chorro de aire limpio del husillo) pasa a nivel bajo cuando el eje Z vuelve a estar debajo del interruptor de referencia.
- Cambiador de herramientas: la salida 1 pasa a BAJA para permitir el control normal del husillo.
- El cambio de herramienta compite.
INFORMACIÓN: Todas las señales de entrada y salida se pueden invertir fácilmente seleccionando la entrada o salida en la lista y presionando la tecla de la barra espaciadora en el teclado para invertir la señal. Estas configuraciones se guardan automáticamente.
INFORMACIÓN: Asegúrese de asignar cada herramienta a una ranura de herramienta en la pantalla F4 - Herramientas y compensación de trabajo ; de lo contrario, en un comando de cambio de herramienta, si la herramienta no está configurada en una ranura, obtendrá una alarma de error de herramienta.
INFORMACIÓN: Los cambiadores de herramientas se pueden colocar fuera de los límites suaves para protegerlos de daños accidentales; sin embargo, el Cero automático de herramientas debe permanecer dentro de los límites suaves.