INFORMACIÓN: Esta lógica del cambiador de herramientas solo está disponible en controladores MASSO G3 que ejecutan la versión de software 5.0 y superior.
ADVERTENCIA: Tenga mucho cuidado al configurar los parámetros del cambiador de herramientas, ya que una configuración incorrecta puede producir resultados extraños y dañar su cambiador de herramientas. Si no está seguro acerca de su configuración, puede resultarle útil utilizar la anulación de la velocidad de avance para reducir la velocidad de la máquina mientras la configura. Anulación de alimentación
INFORMACIÓN: Los cambiadores de herramientas se pueden colocar fuera de los límites suaves para protegerlos de daños accidentales; sin embargo, el Cero automático de herramientas debe permanecer dentro de los límites suaves.
Introducción
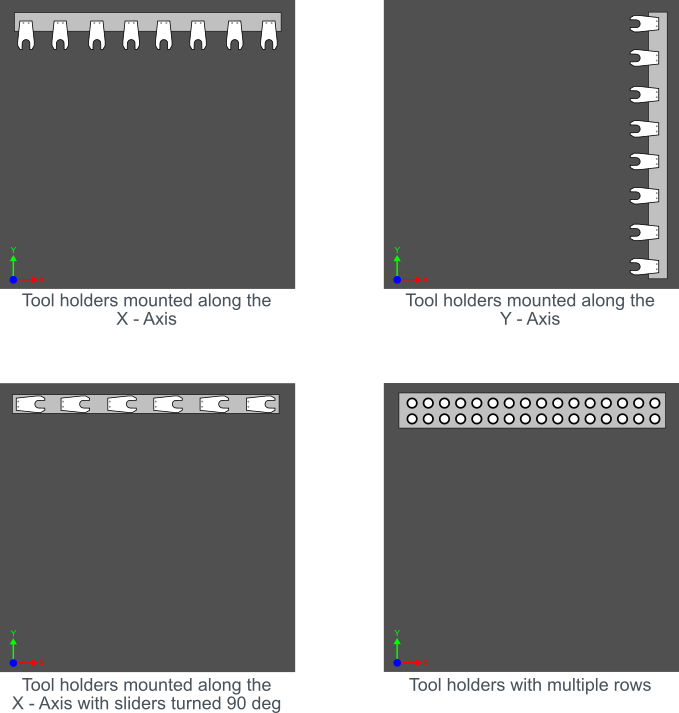
La lógica del cambiador de herramientas lineal permite configurar fácilmente múltiples tipos de configuraciones del cambiador de herramientas lineal. Cada herramienta se puede colocar de forma independiente, lo que brinda al usuario la opción de tener herramientas en una o varias filas.
A continuación se muestran algunos ejemplos comunes:
Proceso de configuración
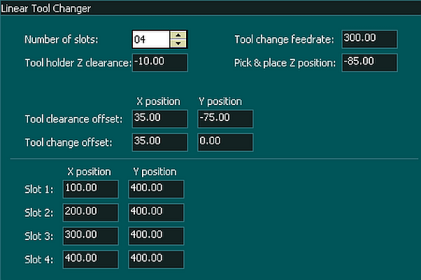
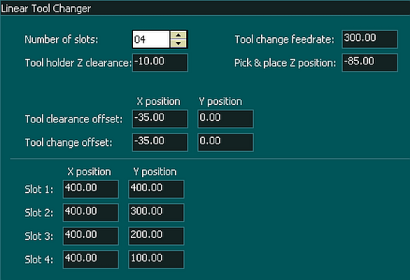
La siguiente ventana muestra todos los parámetros necesarios para configurar la lógica del cambiador de herramientas.
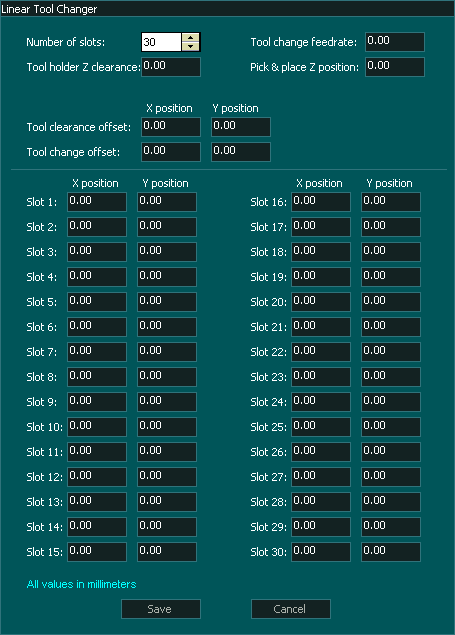
Asignar el número de ranuras
- El cambiador de herramientas lineal permite asignar hasta 30 ranuras de herramientas. Cuando abra por primera vez la página del Cambiador de herramientas lineales, verá 4 ranuras mostradas.
- Para aumentar o disminuir el número de ranuras mostradas para su cambiador de herramientas, utilice las flechas hacia arriba y hacia abajo al lado del cuadro Número de ranuras: para cambiar el valor.
Avance de cambio de herramienta
- Este parámetro define la velocidad de avance que se utiliza para deslizar una herramienta dentro y fuera de un portaherramientas.
- La velocidad de avance se define en la unidad de medida nativa, ya sea métrica o imperial, que haya configurado en la configuración general en la pantalla F1.
- La distancia que una herramienta se desliza hacia adentro y hacia afuera está definida por el desplazamiento de cambio de herramienta .
- Todos los demás movimientos se realizan a velocidades rápidas.
Espacio libre Z del portaherramientas
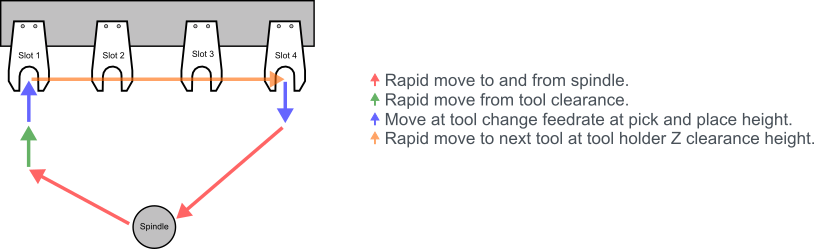
- Este parámetro define la posición a la que se moverá el eje Z cuando haya dejado caer la herramienta antigua en su ranura y se desplace hacia la nueva ranura para recoger la nueva herramienta.
- La altura libre Z es una coordenada de la máquina.
- El desplazamiento entre herramientas se realizará a gran velocidad.
- El viaje tomará la ruta más directa hasta la siguiente herramienta que se recogerá y puede viajar por la parte superior de otros portaherramientas.
Seleccionar y colocar Posición Z
- Este parámetro define la altura del eje Z cuando una herramienta se desliza dentro o fuera de un portaherramientas.
- Este parámetro define la altura a la que desciende el eje Z al recoger o dejar una herramienta en un cambiador de herramientas de recogida y colocación.
- La altura de la posición Z se define como una coordenada de la máquina.
- El eje Z se mueve a gran velocidad cuando se eleva o baja sobre una herramienta.
Compensación de espacio libre de herramienta
- Este parámetro define dónde se moverá el husillo para comenzar el proceso de cambio de herramienta.
- La posición está definida por las coordenadas X e Y y estos son valores de coordenadas relativas que se agregarán al valor de las coordenadas de la posición de la ranura.
- Puede utilizar valores positivos o negativos para determinar desde qué lado del portaherramientas se acerca.
- Los valores se definen en la unidad de medida nativa, ya sea métrica o imperial, que haya configurado en la configuración general en la pantalla F1.
- Una vez que el husillo se ha movido a la posición de compensación de espacio libre de herramienta, avanzará rápidamente hacia la posición de compensación de cambio de herramienta.
- La compensación de espacio libre de herramienta solo se utiliza al inicio del proceso de cambio de herramienta antes de entregar la herramienta anterior.
Compensación de cambio de herramienta
- Este parámetro define la posición donde el husillo comenzará a deslizarse dentro o fuera de la ranura de la herramienta.
- La velocidad de avance utilizada para el carro en el proceso está definida por el parámetro de velocidad de avance de cambio de herramienta.
- En un cambio de herramienta deslizante, normalmente solo se utilizará uno de los valores de posición y el otro se dejará en 0. Si ambas posiciones X e Y tienen valores definidos, la herramienta entrará en la ranura en ángulo.
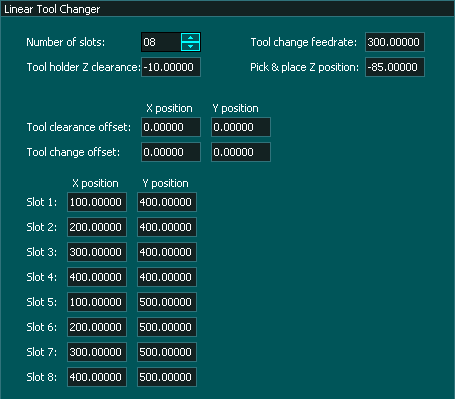
- En un cambiador de herramientas Pick and Place, este parámetro debe establecerse en X0, Y0.
- La posición está definida por las coordenadas X e Y y estos son valores de coordenadas relativas que se agregarán al valor de las coordenadas de la posición de la ranura.
- Puede utilizar valores positivos o negativos para determinar desde qué lado del portaherramientas se acerca.
- Los valores se definen en la unidad de medida nativa, ya sea métrica o imperial, que haya configurado en la configuración general en la pantalla F1.
Definición de la posición de la herramienta
- El centro de cada ranura está definido por el cuadro de parámetros Ranura #: posición X, Y.
- Estas coordenadas se utilizan para definir la posición de la herramienta y son coordenadas de la máquina.
- Los valores se definen en la unidad de medida nativa, ya sea métrica o imperial, que haya configurado en la configuración general en la pantalla F1.
- Debido a que la posición de cada portaherramientas está definida por las coordenadas X e Y, puede colocar las herramientas en cualquier lugar de la mesa.
- Al utilizar un portaherramientas Pick and Place, puede definir varias filas de herramientas.
INFORMACIÓN: Las coordenadas de la ranura de la herramienta pueden ubicarse fuera de los límites suaves de la máquina.
Cálculos de coordenadas
Calcule las posiciones de coordenadas de la siguiente manera:
- Coordenada de compensación de holgura de herramienta X, Y = Posición de ranura X + Posición de compensación de holgura de herramienta X , Posición de ranura Y + Posición de compensación de holgura de herramienta Y
- Coordenada de compensación de cambio de herramienta X, Y = Posición de ranura X + Posición de compensación de cambio de herramienta X , Posición de ranura Y + Posición de compensación de cambio de herramienta Y
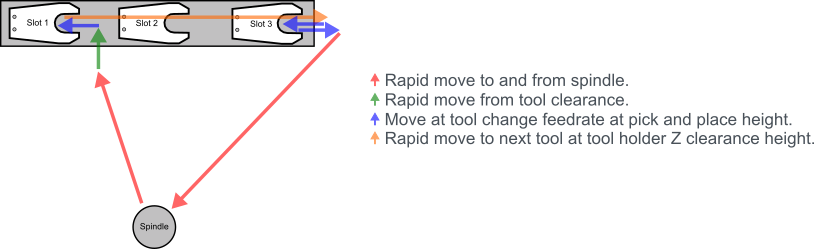
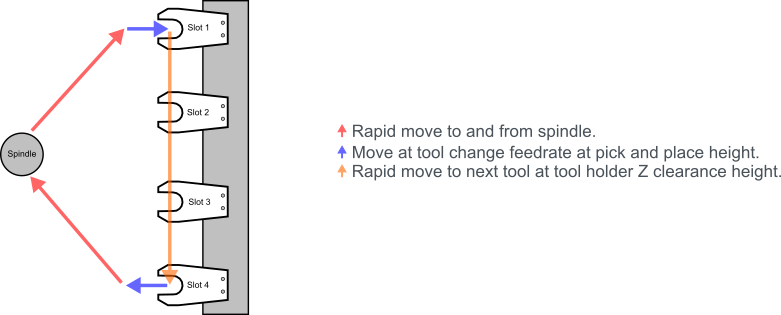
Ejemplo 1 
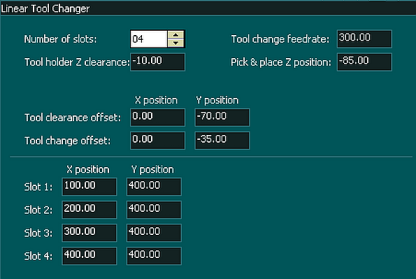
- En el siguiente ejemplo, la herramienta 1 está en la ranura 1 y la herramienta 2 está en la ranura 4.
- Herramienta actual cargada Herramienta 1
- Código G T2 M06
- Rápidos del husillo a la coordenada de la máquina X100 Y330 (coordenada de compensación de espacio libre de la herramienta)
- Movimiento rápido a la coordenada de la máquina X100 Y365 (coordenada de desplazamiento de cambio de herramienta)
- Muévase a una velocidad de avance de 300 mm/m en una coordenada de máquina con una altura Z de Z-85 a X100 Y400 (coordenada de ranura 1)
- Se suelta la abrazadera del portabrocas y Z sube a la coordenada de máquina Z-10.
- Movimiento rápido a X400 Y400 (coordenada de ranura 4)
- Z desciende a Z-85 y se bloquea la abrazadera del mandril
- Muévase a una velocidad de avance de 300 mm/m en una coordenada de máquina de altura Z de Z-85 a X400 Y365 (coordenada de compensación de cambio de herramienta)
- El eje Z asciende a la altura máxima y avanza rápidamente hasta la posición original del husillo.
- Se reanuda el mecanizado.
Ejemplo: 2 
- En el siguiente ejemplo, la herramienta 1 está en la ranura 1 y la herramienta 2 está en la ranura 3.
- Herramienta actual cargada Herramienta 1
- Código G T2 M06
- Rápidos del husillo a la coordenada de la máquina X135 Y325 (coordenada de compensación de espacio libre de la herramienta)
- Movimiento rápido a la coordenada de la máquina X135 Y400 (coordenada de desplazamiento de cambio de herramienta)
- Muévase a una velocidad de avance de 300 mm/m en una coordenada de máquina con una altura Z de Z-85 a X100 Y400 (coordenada de ranura 1)
- Se suelta la abrazadera del portabrocas y Z sube a la coordenada de máquina Z-10.
- Movimiento rápido a X300 Y400 (coordenada de ranura 3)
- Z desciende a Z-85 y se bloquea la abrazadera del mandril
- Muévase a una velocidad de avance de 300 mm/m en una coordenada de máquina de altura Z de Z-85 a X335 Y400 (coordenada de compensación de cambio de herramienta)
- El eje Z asciende a la altura máxima y avanza rápidamente hasta la posición original del husillo.
- Se reanuda el mecanizado.
Ejemplo: 3 
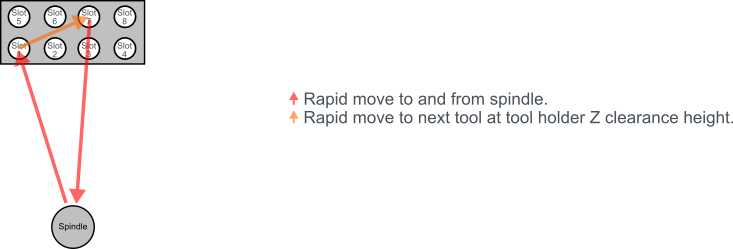
- En el siguiente ejemplo, la herramienta 1 está en la ranura 1 y la herramienta 2 está en la ranura 7.
- Herramienta actual cargada Herramienta 1
- Código G T2 M06
- Rápidos del husillo a la coordenada de la máquina X100 Y400 a la altura máxima Z (ranura de herramienta 1)
- La herramienta baja a Z-85 y la abrazadera del portabrocas libera la herramienta (posición Z de recogida y colocación)
- Se libera la abrazadera del portaherramientas y Z se eleva a la coordenada de la máquina Z-10 (espacio libre Z del portaherramientas)
- Movimiento rápido a X300 Y500 (coordenada de ranura 7)
- Z desciende a Z-85 y la abrazadera del mandril bloquea la herramienta en el husillo
- El eje Z asciende a la altura máxima y avanza rápidamente hasta la posición original del husillo.
- Se reanuda el mecanizado.
Ejemplo: 4 
- En el siguiente ejemplo, la herramienta 1 está en la ranura 1 y la herramienta 2 está en la ranura 4.
- Herramienta actual cargada Herramienta 1
- Código G T2 M06
- Rápidos del husillo a la coordenada de la máquina X365 Y400 (coordenada de compensación de cambio de herramienta/espacio libre de herramienta)
- Debido a que la compensación de espacio libre de herramienta y la compensación de cambio de herramienta están en la misma posición, el siguiente movimiento es el cambio de herramienta.
- Muévase a una velocidad de avance de 300 mm/m en una coordenada de máquina con una altura Z de Z-85 a X400 Y400 (coordenada de ranura 1)
- Se suelta la abrazadera del portabrocas y Z sube a la coordenada de máquina Z-10.
- Movimiento rápido a X400 Y200 (coordenada de ranura 4)
- Z desciende a Z-85 y se bloquea la abrazadera del mandril
- Muévase a una velocidad de avance de 300 mm/m en una coordenada de máquina de altura Z de Z-85 a X365 Y200 (coordenada de desplazamiento de cambio de herramienta)
- El eje Z asciende a la altura máxima y avanza rápidamente hasta la posición original del husillo.
- Se reanuda el mecanizado.
Solución de problemas
- Si su cambiador de herramientas inicia el cambio de herramienta y se detiene cuando llega al deslizamiento en parte del cambio de herramienta, verifique que haya asignado una velocidad de avance del cambio de herramienta ya que el valor predeterminado de 0 detendrá el proceso de deslizamiento hacia adentro y hacia afuera.


 English
English  French
French  German
German  Simplified Chinese
Simplified Chinese