English
English  Spanish
Spanish  French
French  Simplified Chinese
Simplified Chinese Kontextueller Werkzeugwechsler – Beta
Dieser Werkzeugwechsler ist für MASSO G3 und MASSO Touch und nur in der Betaversion 5.100b oder höher verfügbar.


Diese Arten von Werkzeugwechslern sind bei Multicam-Maschinen üblich.
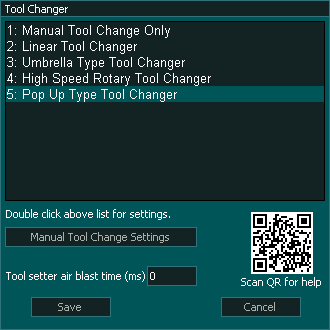
Wählen Sie einen Werkzeugwechsler aus
Wählen Sie im Fenster „Werkzeugwechsler“ die Option „Popup-Werkzeugwechsler“ aus und doppelklicken Sie zum Konfigurieren.
 Dieser Timer bestimmt die Dauer in Millisekunden des Luftstoßes, der zum Reinigen des Werkzeugpositionierers vor der Messung des Werkzeugs nach einem Werkzeugwechsel verwendet wird.
Dieser Timer bestimmt die Dauer in Millisekunden des Luftstoßes, der zum Reinigen des Werkzeugpositionierers vor der Messung des Werkzeugs nach einem Werkzeugwechsel verwendet wird.
Weisen Sie den Ausgang für den Air Blast Tool Configurator zu 
Kontextsensitive Werkzeugwechslereinstellungen
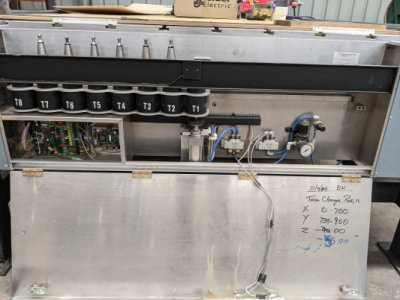
Diese Werkzeugwechsellogik unterstützt rotierende (Bilder 1 und 2) oder verschiebbare (Bild 3) Werkzeugwechsler mit bis zu 32 Werkzeugen.
Der Antriebsmotor des Werkzeugwechslers kann ein Wechselstrom-, Gleichstrom-, Schrittmotor- oder Servomotor sein.
Alle Pop-up-Werkzeugwechsler verwenden einen Home-Positionssensor.
Dieser Werkzeugwechsler wird installiert, wenn Sie Ihre Maschine zu Hause aufstellen.
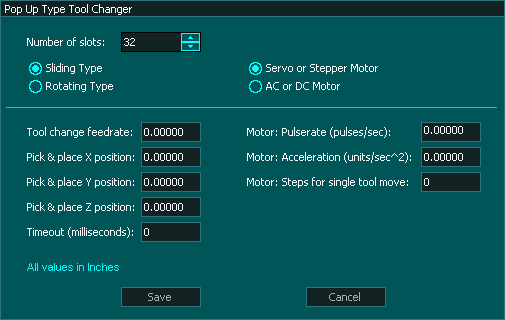
Werkzeugwechslereinstellungen
Das Werkzeugwechslerfenster ist in 3 Abschnitte unterteilt.
Abhängig von der Art Ihres Werkzeugwechslers ändern sich verschiedene angezeigte Optionen.
Die folgenden fünf Optionen sind allen Werkzeugwechslern gemeinsam, obwohl nicht alle notwendig sind.
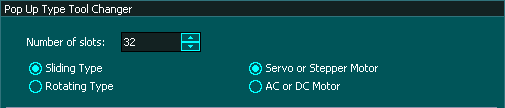
 Anzahl der Steckplätze: - Alle Werkzeugwechsler können von 4 bis 32 Werkzeugplätzen konfiguriert werden.
Anzahl der Steckplätze: - Alle Werkzeugwechsler können von 4 bis 32 Werkzeugplätzen konfiguriert werden.
 Wählen Sie diese Option, wenn Sie über einen ausziehbaren Werkzeugwechsler verfügen. (Foto 3)
Wählen Sie diese Option, wenn Sie über einen ausziehbaren Werkzeugwechsler verfügen. (Foto 3)
 Wählen Sie diese Option, wenn Sie über einen rotierenden Popup-Werkzeugwechsler verfügen. (Bilder 1 und 2)
Wählen Sie diese Option, wenn Sie über einen rotierenden Popup-Werkzeugwechsler verfügen. (Bilder 1 und 2)
 Wählen Sie diese Option, wenn Sie einen Schrittmotor oder Servomotor zum Bewegen der Werkzeugbecher verwenden.
Wählen Sie diese Option, wenn Sie einen Schrittmotor oder Servomotor zum Bewegen der Werkzeugbecher verwenden.
 Wählen Sie diese Option, wenn Sie zum Bewegen der Werkzeugbecher einen Wechselstrom- oder Gleichstrommotor verwenden.
Wählen Sie diese Option, wenn Sie zum Bewegen der Werkzeugbecher einen Wechselstrom- oder Gleichstrommotor verwenden.
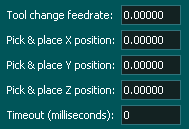
 Dies ist die Geschwindigkeit, mit der das Werkzeug aufgenommen oder abgelegt wird.
Dies ist die Geschwindigkeit, mit der das Werkzeug aufgenommen oder abgelegt wird.
 Dies ist die Maschinenkoordinate der X-Achse, auf der das Werkzeug erscheinen wird.
Dies ist die Maschinenkoordinate der X-Achse, auf der das Werkzeug erscheinen wird.
 Dies ist die Maschinenkoordinate der Y-Achse, auf der das Werkzeug erscheinen wird.
Dies ist die Maschinenkoordinate der Y-Achse, auf der das Werkzeug erscheinen wird.
 Dies ist die Z-Achsen-Maschinenkoordinate, die die Z-Achse auch bewegt, um ein neues Werkzeug abzulegen und aufzunehmen.
Dies ist die Z-Achsen-Maschinenkoordinate, die die Z-Achse auch bewegt, um ein neues Werkzeug abzulegen und aufzunehmen.
 Dieser Parameter wird in Millisekunden angegeben und definiert die Zeit, die der Werkzeugwechsler benötigt, um seinen Hochlauf abzuschließen, bevor ein Hochlaufalarm angezeigt wird.
Dieser Parameter wird in Millisekunden angegeben und definiert die Zeit, die der Werkzeugwechsler benötigt, um seinen Hochlauf abzuschließen, bevor ein Hochlaufalarm angezeigt wird.
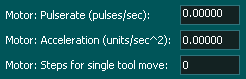
Die folgenden Optionen sind nur verfügbar, wenn Servo- oder Schrittmotor ausgewählt ist; andernfalls wird es als Option entfernt.
 Geben Sie die Anzahl der Impulse pro Sekunde ein. Dies bestimmt die maximale Vorschubgeschwindigkeit, mit der sich die Werkzeugschalen bewegen können.
Geben Sie die Anzahl der Impulse pro Sekunde ein. Dies bestimmt die maximale Vorschubgeschwindigkeit, mit der sich die Werkzeugschalen bewegen können.
 Geben Sie Ihre Motorbeschleunigung ein
Geben Sie Ihre Motorbeschleunigung ein
 Geben Sie die Anzahl der Schritte ein, die erforderlich sind, um zum nächsten Werkzeug zu gelangen.
Geben Sie die Anzahl der Schritte ein, die erforderlich sind, um zum nächsten Werkzeug zu gelangen.
Ein- und Ausgänge
Wenn es Ein- und Ausgänge gibt, die Ihre Maschine nicht hat oder verwendet, weisen Sie diese nicht zu. Die MASSO-Werkzeugwechsellogik ignoriert sie und geht zur nächsten Aufgabe in der Werkzeugwechsellogik-Sequenz über.
In diesem Dokument verwendete Syntax für Ein- und Ausgänge des Werkzeugwechslers
„Werkzeugwechsler – Ausgang 1“ bedeutet Werkzeugwechsel – 1 und ist ein Ausgang
„Werkzeugwechsler – Eingang 1“ bedeutet Werkzeugwechsler -1 und ist ein Eingang
Hinweis: Jeder Ein- oder Ausgang des Werkzeugwechslers kann jedem Ein- oder Ausgang in MASSO zugewiesen werden. Die Nummer des Werkzeugwechslers bezieht sich nicht auf einen tatsächlichen Ein- oder Ausgangsanschluss.
TICKETS
Werkzeugwechsler – Eingang 1 – Werkzeug im Spindelzustand, HIGH bedeutet Werkzeug in der Spindel.
Werkzeugwechsler - Eingang 2 - Werkzeug im Werkzeugmagazinbecher, HIGH bedeutet im Becher.
Werkzeugwechsler - Eingang 3 - Erkennung der Ausgangsposition der Werkzeugplatte.
Werkzeugwechsler – Eingang 4 – Impuls-/Strobe-Signal für jede Werkzeugposition.
Werkzeugwechsler – Eingang 5 – Signal „Werkzeugtür offen“.
Werkzeugwechsler - Eingang 6 - Signal Werkzeugtür ZU. (INFO: Wenn nur ein Sensor für den Öffnungs-/Schließstatus der Werkzeugtür verwendet wird, weisen Sie diese Funktion keinem Eingang zu.)
Werkzeugwechsler - Eingang 7 - Werkzeugwechsler HIGH-Signal.
ABFLÜGE
Werkzeugwechsler – Ausgang 1 – STEPS für Schritt- oder CW-Signal für AC- oder DC-Motor.
Werkzeugwechsler – Ausgang 2 – RICHTUNG für Schrittmotor oder CCW-Signal für AC- oder DC-Motor.
Werkzeugwechsler - Ausgang 3 - Werkzeughalterplatte OFFEN.
Werkzeugwechsler - Ausgang 4 - Signal Werkzeughalter ZU. (INFO: Wenn nur ein Ventil zum Öffnen/Schließen der Werkzeugtür verwendet wird, weisen Sie diese Funktion keinem Ausgang zu.)
Werkzeugwechsler - Ausgang 5 - Signal Werkzeugmagazin AUF.
Werkzeugwechsler - Ausgang 6 - Signal Werkzeugwechsler AB. (INFO: Wenn nur ein Ventil für Werkzeugmagazin AUF/AB verwendet wird, diese Funktion keinem Ausgang zuweisen)
Werkzeugwechslerlogik
Bei Rückgabe der Maschine:
- Sobald alle Maschinenachsen entsprechend der Referenzsequenz zentriert sind, referenziert die Werkzeugwechslerlogik den Werkzeugwechsler.
- Die Werkzeuge werden zurückgezogen und das System wartet entsprechend der in den Einstellungen des Werkzeugwechslers konfigurierten Zeitüberschreitung.
- Nach dem Einfahren bewegen sich die Werkzeuge, bis die Erkennung der Grundposition der Werkzeugablage aktiviert wird.
- Anschließend dreht das System das Werkzeug automatisch in die zuletzt geladene Position (leerer Werkzeugplatz).
- WICHTIG: Die Ausgangsposition des Werkzeugwechslers muss als Steckplatz „1“ markiert sein.
Werkzeugtorlogik – Typ 1
Diese Logik verwendet einen einzigen Ausgang zum Öffnen und Schließen der Werkzeugtür.
Offene Tür
- „Werkzeugwechsler – Ausgang 3“ geht auf HIGH, um die Werkzeugtür zu öffnen, dann wartet das System 6 Sekunden, bis das Signal „Werkzeugwechsler – Eingang 5“ ( Werkzeugtür offen) auf hohen Pegel geht; andernfalls wird ein Fehler ausgegeben.
Geschlossene Tür
- „Werkzeugwechsler – Ausgang 3“ geht auf Low, um die Werkzeugtür zu schließen , dann wartet das System 6 Sekunden, bis das Signal „Werkzeugwechsler – Eingang 5“ ( Werkzeugtür offen) auf Low-Pegel durchläuft, andernfalls wird ein Fehler generiert.
Werkzeugtorlogik – Typ 2
Diese Logik verwendet zwei Ausgänge zum Öffnen und Schließen der Werkzeugtür.
Offene Tür
- „Werkzeugwechsler – Ausgang 3“ geht auf HIGH-Pegel , um die Werkzeugtür zu öffnen, dann wartet das System 6 Sekunden, bis das Signal „Werkzeugwechsler – Eingang 5“ ( Werkzeugtür offen) auf HIGH-Pegel geht; andernfalls wird ein Fehler ausgegeben.
- „Werkzeugwechsler – Ausgang 3“ wird LOW.
Geschlossene Tür
- „Cambiador de herramientas – Entrada 4“ unter Alto , um die Tür von herramientas zu schließen , wartet das System 6 Sekunden, bis das Signal „Cambiador de herramientas – Entrada 6“ ( Puerta de herramientas cerrada) unter Alto erscheint, im Gegenteil ein Fehler.
- „Werkzeugwechsler – Ausgang 4“ wird LOW.
Werkzeugwechsel
Wenn ein Werkzeugwechselbefehl empfangen wird, arbeitet die Werkzeugwechslerlogik in den folgenden Schritten:
- Die Spindel wird ausgeschaltet und das System wartet auf das Herunterfahren, basierend auf dem Spindelwert „Verzögerungsverzögerung“ in der Spindelkonfiguration.
- Das System prüft, ob das aktuelle Werkzeug in der Spindel in einem Steckplatz auf dem F4-Tools- Bildschirm konfiguriert ist; andernfalls wird ein Fehler angezeigt.
- Das System prüft, ob das zu ladende Werkzeug in einem Slot auf dem F4-Tools- Bildschirm konfiguriert ist; andernfalls wird ein Fehler angezeigt.
- Die Z-Achse bewegt sich zurück in die ursprüngliche Position.
- Die X- und Y-Achse werden in die „Pick-and-Place-Position“ bewegt.
- Die Werkzeugtür öffnet sich
- Werkzeugwechsler – Ausgang 5 – geht hoch, um den Werkzeugbecher nach oben zu bewegen, und wartet, bis „Werkzeugwechsler-Eingang – 7“ hoch geht ( Signal WERKZEUGWECHSLER AUF); Andernfalls wird ein Fehler generiert
- Die Z-Achse bewegt sich zur Werkzeugauswahl und -platzierung nach unten in die Z-Position.
- „ Futterspanner M10/M11“ geht auf den HIGH-Pegel , um das Werkzeug freizugeben , dann wartet das System 6 Sekunden, bis das Signal „Werkzeugwechsler – Eingang 1“ (Spindelzugstangenstatus) auf den HIGH-Pegel geht; andernfalls erscheint ein Fehler.
- „Werkzeugwechsler – Eingang 2“ - Schaltet auf HIGH, um anzuzeigen, dass sich das Werkzeug im Becher befindet; andernfalls tritt ein Fehler auf.
- Die Z-Achse fährt auf die Z-Freiraumhöhe des Werkzeughalters
- „Werkzeugwechslerausgänge 1 und 2“ werden verwendet, um Werkzeuge mithilfe des Werkzeugwechslereingangs 2 zur nächsten Werkzeugposition zu bewegen und Positionsimpulse zu zählen.
- Sobald das gewünschte Werkzeug in Position ist, stoppt der „Werkzeugwechsler – Ausgänge 1 und 2“ die Drehung der Werkzeugablage.
- Die Z-Achse bewegt sich zur Werkzeugauswahl und -platzierung NACH UNTEN zur Z-Position.
- „ Futterspanner M10/M11“ geht auf NIEDRIG , um das Werkzeug zu klemmen , dann wartet das System 6 Sekunden, bis das Signal „Werkzeugwechsler – Eingang 1“ (Spindelzugstangenstatus) auf NIEDRIG geht; andernfalls tritt ein Fehler auf.
- Werkzeugwechsler: Eingang 1 (Werkzeug-in-Platz-Status), um HIGH zu gehen; Andernfalls erscheint der Alarm „ Werkzeugfehler “ und zeigt „ Werkzeug in der Spindel nicht erkannt “ an.
- Die Z-Achse fährt in die Ausgangsposition
- „Werkzeugwechsler – Ausgang 6“ wird abgesenkt , um den Werkzeugmagazinbecher zurückzuziehen
- Die Werkzeugtür wird geschlossen
Staubschutzhaube
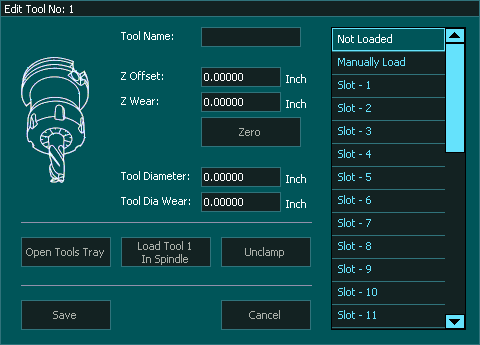
Zuweisung von Werkzeugplätzen