English
English  Spanish
Spanish  German
German  Simplified Chinese
Simplified Chinese Changeur d'outils contextuels - Bêta
Ce changeur d'outils est destiné à MASSO G3 et MASSO Touch et n'est disponible qu'en version bêta 5.100b ou supérieure.


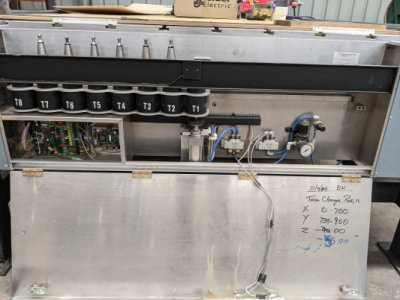
Ces types de changeurs d'outils sont courants sur les machines Multicam.
Sélectionner un changeur d'outils
Dans la fenêtre Tool Changer, sélectionnez Pop-up Tool Changer et double-cliquez pour configurer.
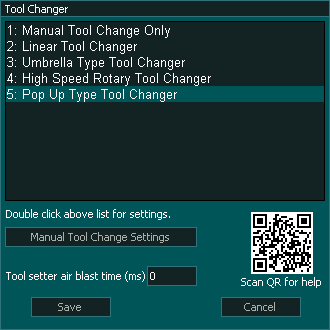
 Cette minuterie détermine la durée en millisecondes du jet d'air utilisé pour nettoyer le positionneur d'outil avant de mesurer l'outil après un changement d'outil.
Cette minuterie détermine la durée en millisecondes du jet d'air utilisé pour nettoyer le positionneur d'outil avant de mesurer l'outil après un changement d'outil.
Attribuer une sortie pour le configurateur d'outil Air Blast 
Paramètres du changeur d'outils contextuels
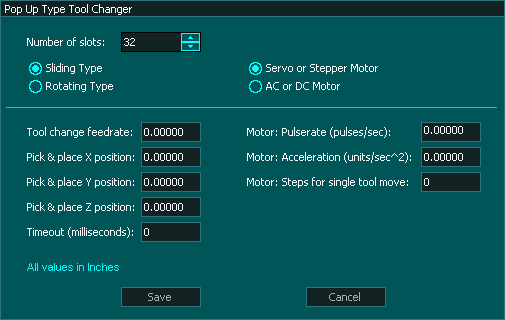
Cette logique de changement d'outil prend en charge les changeurs d'outils rotatifs (images 1 et 2) ou coulissants (image 3) avec jusqu'à 32 outils.
Le moteur d'entraînement du changeur d'outils peut être un moteur à courant alternatif, à courant continu, pas à pas ou un servomoteur.
Tous les changeurs d'outils escamotables utilisent un capteur de position d'origine.
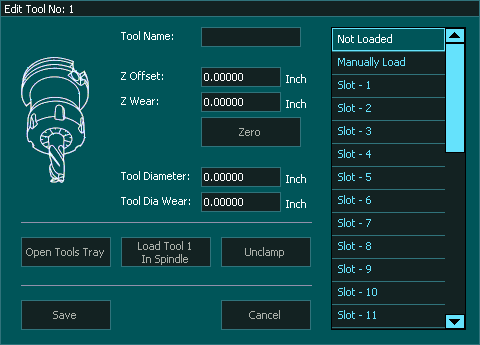
Ce changeur d'outils s'installe lorsque vous placez votre machine chez vous.
Paramètres du changeur d'outils
La fenêtre du changeur d'outils est divisée en 3 sections.
En fonction du type de changeur d'outils dont vous disposez, plusieurs options affichées changeront.
Les cinq options suivantes sont communes à tous les changeurs d'outils, même si elles ne sont pas toutes nécessaires.
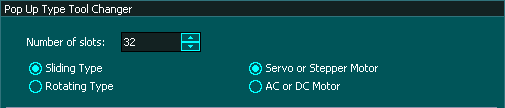
 Nombre d'emplacements : - Tous les changeurs d'outils peuvent être configurés de 4 emplacements à 32 emplacements d'outils.
Nombre d'emplacements : - Tous les changeurs d'outils peuvent être configurés de 4 emplacements à 32 emplacements d'outils.
 Sélectionnez cette option si vous disposez d'un changeur d'outils coulissant. (photo 3)
Sélectionnez cette option si vous disposez d'un changeur d'outils coulissant. (photo 3)
 Sélectionnez cette option si vous disposez d'un changeur d'outils escamotable rotatif. (images 1 et 2)
Sélectionnez cette option si vous disposez d'un changeur d'outils escamotable rotatif. (images 1 et 2)
 Sélectionnez cette option si vous utilisez un moteur pas à pas ou un servomoteur pour déplacer les coupelles d'outils.
Sélectionnez cette option si vous utilisez un moteur pas à pas ou un servomoteur pour déplacer les coupelles d'outils.
 Sélectionnez cette option si vous utilisez un moteur AC ou DC pour déplacer les coupelles à outils.
Sélectionnez cette option si vous utilisez un moteur AC ou DC pour déplacer les coupelles à outils.
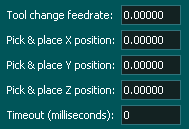
 C'est la vitesse à laquelle l'outil est pris ou déposé.
C'est la vitesse à laquelle l'outil est pris ou déposé.
 Il s'agit de la coordonnée machine de l'axe X où l'outil apparaîtra.
Il s'agit de la coordonnée machine de l'axe X où l'outil apparaîtra.
 Il s'agit de la coordonnée machine de l'axe Y où l'outil apparaîtra.
Il s'agit de la coordonnée machine de l'axe Y où l'outil apparaîtra.
 Il s'agit de la coordonnée machine de l'axe Z que l'axe z déplace également pour déposer et récupérer un nouvel outil.
Il s'agit de la coordonnée machine de l'axe Z que l'axe z déplace également pour déposer et récupérer un nouvel outil.
 Ce paramètre est en millisecondes et définit le temps dont dispose le changeur d'outils pour effectuer son démarrage avant qu'une alarme de démarrage ne s'affiche.
Ce paramètre est en millisecondes et définit le temps dont dispose le changeur d'outils pour effectuer son démarrage avant qu'une alarme de démarrage ne s'affiche.
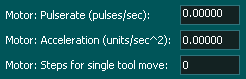
Les options suivantes ne sont disponibles que lorsque le servomoteur ou le moteur pas à pas est sélectionné ; sinon, il est supprimé en option.
 Entrez le nombre d'impulsions par seconde. Ceci détermine la vitesse d'avance maximale à laquelle les coupelles d'outils peuvent se déplacer.
Entrez le nombre d'impulsions par seconde. Ceci détermine la vitesse d'avance maximale à laquelle les coupelles d'outils peuvent se déplacer.
 Entrez l'accélération de votre moteur
Entrez l'accélération de votre moteur
 Entrez le nombre d'étapes requises pour passer à l'outil suivant.
Entrez le nombre d'étapes requises pour passer à l'outil suivant.
Entrées et sorties
S'il y a des entrées et des sorties que votre machine ne possède pas ou n'utilise pas, ne les attribuez pas et la logique de changement d'outil MASSO les ignorera et passera à la tâche suivante dans la séquence logique de changement d'outil.
Syntaxe utilisée dans ce document pour les entrées et sorties du changeur d'outils
"Changeur d'outil - Sortie 1" signifie Changement d'outil - 1 et est une sortie
"Changeur d'outils - Entrée 1" signifie Changeur d'outils -1 et est une entrée
Remarque : Toute entrée ou sortie du changeur d'outils peut être affectée à n'importe quelle entrée ou sortie dans MASSO. Le numéro du changeur d'outils ne fait pas référence à un port d'entrée ou de sortie réel.
BILLETS
Changeur d'outils - Entrée 1 - Outil dans l'état de la broche, HIGH signifie outil dans la broche.
Changeur d'outils - Entrée 2 - Outil dans la coupelle du magasin d'outils, HIGH signifie dans la coupelle.
Changeur d'outils - Entrée 3 - Détection de la position initiale du plateau d'outils.
Changeur d'outils - Entrée 4 - Signal impulsionnel/stroboscope pour chaque position d'outil.
Changeur d'outils - Entrée 5 - Signal d'ouverture de la porte de l'outil.
Changeur d'outils - Entrée 6 - Signal porte outil FERMÉ. (INFO : Si un seul capteur est utilisé pour l’état d’ouverture/fermeture de la porte de l’outil, n’attribuez cette fonction à aucune entrée.)
Changeur d'outils - Entrée 7 - Signal HAUT du changeur d'outils.
DÉPARTS
Changeur d'outils - Sortie 1 - STEPS pour signal pas à pas ou CW pour moteur AC ou DC.
Changeur d'outils - Sortie 2 - DIRECTION pour signal pas à pas ou CCW pour moteur AC ou DC.
Changeur d'outils - Sortie 3 - Panneau Porte-outils OUVERT.
Changeur d'outils - Sortie 4 - Signal porte outil FERMÉ. (INFO : Si une seule vanne est utilisée pour ouvrir/fermer la porte de l'outil, n'attribuez cette fonction à aucune sortie)
Changeur d'outils - Sortie 5 - Signal UP du magasin d'outils.
Changeur d'outils - Sortie 6 - Signal DOWN du changeur d'outils. (INFO : Si une seule vanne est utilisée pour la HAUT/BAS du magasin d'outils, n'attribuez cette fonction à aucune sortie)
Logique du changeur d'outils
Lors du retour de la machine :
- Une fois que tous les axes de la machine ont été centrés selon la séquence de référence, la logique du changeur d'outils référencera le changeur d'outils.
- Les outils se rétracteront et le système attendra en fonction du délai d'attente configuré dans les paramètres du changeur d'outils.
- Une fois rétractés, les outils se déplaceront jusqu'à ce que la détection de la position d'origine du plateau à outils soit activée.
- Ensuite, le système fera automatiquement pivoter l'outil vers la dernière position chargée (emplacement d'outil vide).
- IMPORTANT : La position initiale du changeur d'outils doit être marquée comme Slot "1".
Logique de porte d'outil - Type 1
Cette logique utilise une seule sortie pour ouvrir et fermer la porte de l'outil.
Porte ouverte
- "Changeur d'outils - Sortie 3" passe au niveau HAUT pour ouvrir la porte de l'outil, puis le système attend 6 secondes que le signal "Changeur d'outils - Entrée 5" ( Porte de l'outil ouverte) passe au niveau HAUT ; sinon cela donne une erreur.
Porte fermée
- "Changeur d'outils - Sortie 3" passe au niveau bas pour fermer la porte de l'outil , puis le système attend 6 secondes pour que le signal "Changeur d'outils - Entrée 5" ( Porte de l'outil ouverte) passe au niveau bas , sinon il génère une erreur.
Logique de porte d'outil - Type 2
Cette logique utilise des sorties doubles pour ouvrir et fermer la porte de l'outil.
Porte ouverte
- "Changeur d'outils - Sortie 3" passe au niveau HAUT pour ouvrir la porte de l'outil, puis le système attend 6 secondes que le signal "Changeur d'outils - Entrée 5" ( porte d'outil ouverte) passe au niveau HAUT ; sinon cela donne une erreur.
- "Changeur d'outils - Sortie 3" devient BAS.
Porte fermée
- "Cambiador de herramientas - Salida 4" sube a Alto para cerrar la puerta de herramientas , luego el sistema espera 6 segundos para que la señal "Cambiador de herramientas - Entrada 6" ( Puerta de herramientas cerrada) suba a Alto , de lo contrario da un erreur.
- "Changeur d'outils - Sortie 4" devient BAS.
Changement d'outil
Lorsqu'une commande de changement d'outil est reçue, la logique du changeur d'outil fonctionne selon les étapes suivantes :
- La broche est éteinte et le système attend qu'elle s'arrête en fonction de la valeur du « Délai de décélération » de la broche dans la configuration de la broche.
- Le système vérifie si l' outil actuel dans la broche est configuré dans un emplacement sur l'écran F4-Tools ; sinon, il affiche une erreur.
- Le système vérifie si l' outil à charger est configuré dans un emplacement sur l'écran F4-Tools ; sinon, il affiche une erreur.
- L'axe Z remonte jusqu'à la position d'origine.
- Les axes X et Y sont déplacés vers "Pick and Place Position"
- La porte de l'outil s'ouvre
- Changeur d'outils - Sortie 5 - passe à l'état haut pour déplacer la coupelle d'outil vers le haut et attendre que "Entrée du changeur d'outils - 7" passe à l'état haut ( signal TOOL CHANGER UP) ; sinon cela génère une erreur
- L'axe Z descend jusqu'à la position Z pour la sélection et le placement des outils.
- " Chuck Clamp M10/M11 " passe au niveau HAUT pour libérer l'outil , puis le système attend 6 secondes que le signal " Changeur d'outil - Entrée 1 " (état du timon de broche) passe au niveau HAUT ; sinon une erreur apparaît.
- "Changeur d'outils - Entrée 2" - Passe à HAUT pour indiquer que l'outil est dans la coupelle ; sinon une erreur se produit.
- L'axe Z se déplace jusqu'à la hauteur de dégagement Z du porte-outil
- Les « sorties 1 et 2 du changeur d'outils » sont utilisées pour déplacer les outils vers la position d'outil suivante en utilisant l'entrée 2 du changeur d'outils pour compter les impulsions de position.
- Une fois l'outil souhaité en position, le "Changeur d'outils - Sorties 1 et 2" arrêtera la rotation du plateau à outils.
- L'axe Z se déplace vers le BAS jusqu'à la position Z pour la sélection et le placement de l'outil.
- " Chuck Clamp M10/M11 " passe au BAS pour serrer l'outil , puis le système attend 6 secondes que le signal " Changeur d'outil - Entrée 1 " (état de la barre de traction de la broche) passe au BAS ; sinon une erreur se produit.
- Changeur d'outils : entrée 1, (état outil en place), pour passer HAUT ; Sinon, l'alarme « Erreur d'outil » apparaît et affiche « Outil dans la broche non détecté ».
- L'axe Z se déplace vers la position d'origine
- "Changeur d'outils - Sortie 6" s'abaisse pour rétracter la coupelle du magasin d'outils
- La porte de l'outil se ferme
Capot anti-poussière
Affectation des emplacements d'outils