English
English  French
French  German
German  Simplified Chinese
Simplified Chinese Cambiador de herramientas emergentes - Beta
Este cambiador de herramientas es para MASSO G3 y MASSO Touch y solo está disponible en la versión Beta 5.100b o superior.


Estos tipos de cambiadores de herramientas son comunes en las máquinas Multicam.
Seleccionar el cambiador de herramientas
En la ventana del Cambiador de herramientas, seleccione Cambiador de herramientas emergente y haga doble clic para configurar.
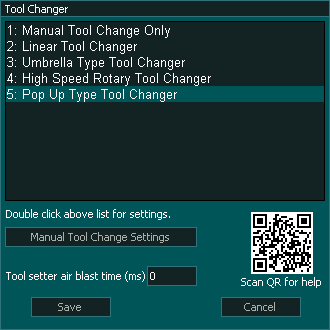
 Este temporizador determina la duración en milisegundos del chorro de aire utilizado para limpiar el posicionador de herramientas antes de medir la herramienta después de un cambio de herramienta.
Este temporizador determina la duración en milisegundos del chorro de aire utilizado para limpiar el posicionador de herramientas antes de medir la herramienta después de un cambio de herramienta.
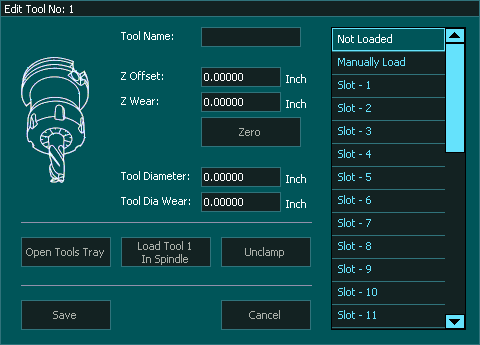
Asignar una salida para el configurador de herramientas Air Blast 
Configuración del cambiador de herramientas emergentes
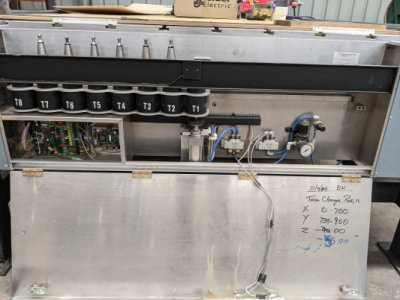
Esta lógica de cambio de herramienta admite cambiadores de herramientas emergentes giratorios (imagen 1 y 2) o emergente deslizante (imagen 3) con hasta 32 herramientas.
El motor de accionamiento del cambiador de herramientas puede ser de CA, CC, paso a paso o servomotor.
Todos los cambiadores de herramientas emergentes utilizan un sensor de posición inicial.
Este cambiador de herramientas se instala cuando usted coloca su máquina en su hogar.
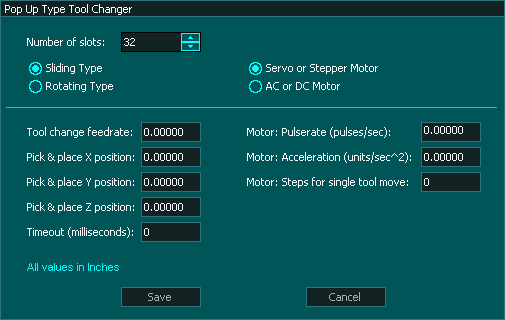
Parámetros del cambiador de herramientas
La ventana del cambiador de herramientas está dividida en 3 secciones.
Dependiendo del tipo de cambiador de herramientas que tenga, cambiarán varias opciones mostradas.
Las siguientes cinco opciones son comunes a todos los cambiadores de herramientas, aunque no todas son necesarias.
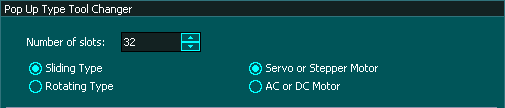
 Número de ranuras: - Todos los cambiadores de herramientas se pueden configurar desde 4 ranuras hasta 32 ranuras para herramientas.
Número de ranuras: - Todos los cambiadores de herramientas se pueden configurar desde 4 ranuras hasta 32 ranuras para herramientas.
 Seleccione esta opción si tiene un cambiador de herramientas emergente deslizante. (imagen 3)
Seleccione esta opción si tiene un cambiador de herramientas emergente deslizante. (imagen 3)
 Seleccione esta opción si tiene un cambiador de herramientas emergente giratorio. (imagen 1 y 2)
Seleccione esta opción si tiene un cambiador de herramientas emergente giratorio. (imagen 1 y 2)
 Seleccione esta opción si está utilizando un motor paso a paso o servo para mover las copas de herramientas.
Seleccione esta opción si está utilizando un motor paso a paso o servo para mover las copas de herramientas.
 Seleccione esta opción si está utilizando un motor de CA o CC para mover las copas de herramientas
Seleccione esta opción si está utilizando un motor de CA o CC para mover las copas de herramientas
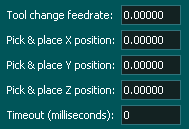
 Esta es la velocidad a la que se recoge o deja la herramienta.
Esta es la velocidad a la que se recoge o deja la herramienta.
 Esta es la coordenada de la máquina del eje X donde aparecerá la herramienta.
Esta es la coordenada de la máquina del eje X donde aparecerá la herramienta.
 Esta es la coordenada de la máquina del eje Y donde aparecerá la herramienta.
Esta es la coordenada de la máquina del eje Y donde aparecerá la herramienta.
 Esta es la coordenada de la máquina del eje Z que el eje z también mueve para dejar y recoger una nueva herramienta.
Esta es la coordenada de la máquina del eje Z que el eje z también mueve para dejar y recoger una nueva herramienta.
 Esta configuración está en milisegundos y define cuánto tiempo tiene el cambiador de herramientas para realizar el inicio del cambiador de herramientas antes de que se muestre una alarma de inicio.
Esta configuración está en milisegundos y define cuánto tiempo tiene el cambiador de herramientas para realizar el inicio del cambiador de herramientas antes de que se muestre una alarma de inicio.
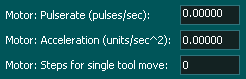
Las siguientes opciones solo están disponibles cuando se selecciona Servo o motor paso a paso; de lo contrario, se elimina como opción.
 Introduzca el número de pulsos por segundo. Esto determina la velocidad máxima de avance que pueden mover las copas de herramientas.
Introduzca el número de pulsos por segundo. Esto determina la velocidad máxima de avance que pueden mover las copas de herramientas.
 Introduzca la aceleración de su motor
Introduzca la aceleración de su motor
 Ingrese el número de pasos necesarios para pasar a la siguiente herramienta.
Ingrese el número de pasos necesarios para pasar a la siguiente herramienta.
Entradas y salidas
Si hay entradas y salidas que su máquina no tiene o no utiliza, no las asigne y la lógica de cambio de herramienta MASSO las ignorará y pasará a la siguiente tarea en la secuencia lógica de cambio de herramienta.
Sintaxis utilizada en este documento para las entradas y salidas del cambiador de herramientas
"Cambiador de herramientas - Salida 1" significa Cambio de herramienta - 1 y es una salida
"Cambiador de herramientas - Entrada 1" significa Cambiador de herramientas -1 y es una entrada
Nota: Cualquier entrada o salida del cambiador de herramientas se puede asignar a cualquier entrada o salida en MASSO. El número del cambiador de herramientas no se refiere a un puerto de entrada o salida real.
ENTRADAS
Cambiador de herramientas - Entrada 1 - Estado de herramienta en el husillo, ALTO significa herramienta en el husillo.
Cambiador de herramientas - Entrada 2 - Herramienta en la copa del cargador de herramientas, ALTA significa en la copa.
Cambiador de herramientas - Entrada 3 - Detección de posición inicial de la bandeja de herramientas.
Cambiador de herramientas - Entrada 4 - Señal de pulso/estroboscópica para cada posición de herramienta.
Cambiador de herramientas - Entrada 5 - Señal de puerta de herramientas ABIERTA.
Cambiador de herramientas - Entrada 6 - Señal de CIERRE de puerta de herramientas. (INFORMACIÓN: Si solo se utiliza un sensor para el estado de apertura/cierre de la puerta de la herramienta, no asigne esta función a ninguna entrada).
Cambiador de herramientas - Entrada 7 - Señal ARRIBA del cargador de herramientas.
SALIDAS
Cambiador de herramientas - Salida 1 - PASOS para paso a paso o señal CW para motor CA o CC.
Cambiador de herramientas - Salida 2 - DIRECCIÓN para señal paso a paso o CCW para motor de CA o CC.
Cambiador de herramientas - Salida 3 - Señal de puerta de herramientas ABIERTA.
Cambiador de herramientas - Salida 4 - Señal de CIERRE de puerta de herramientas. (INFORMACIÓN: Si solo se utiliza una válvula para abrir/cerrar la puerta de herramientas, no asigne esta función a ninguna salida)
Cambiador de herramientas - Salida 5 - Señal ARRIBA del cargador de herramientas.
Cambiador de herramientas - Salida 6 - Señal ABAJO del cargador de herramientas. (INFORMACIÓN: Si solo se usa una válvula para ARRIBA/ABAJO del cargador de herramientas, no asigne esta función a ninguna salida)
Lógica del cambiador de herramientas
Durante el retorno de la máquina:
- Después de que todos los ejes de la máquina se hayan centrado según la secuencia de referencia, la lógica del cambiador de herramientas pondrá en referencia el cambiador de herramientas.
- Las herramientas se retraerán y el sistema esperará según el período de tiempo de espera configurado en la Configuración del cambiador de herramientas.
- Una vez retrocedidas, las herramientas se moverán hasta que no se active la detección de la posición inicial de la bandeja de herramientas .
- Luego, el sistema girará automáticamente la herramienta hasta la última posición cargada (ranura de herramienta vacía).
- IMPORTANTE: La posición inicial del cambiador de herramientas debe estar marcada como Ranura "1".
Lógica de puerta de herramientas - Tipo 1
Esta lógica utiliza una única salida para abrir y cerrar la puerta de la herramienta.
Puerta abierta
- "Cambiador de herramientas - Salida 3" pasa a ALTO para abrir la puerta de herramientas, luego el sistema espera 6 segundos para que la señal "Cambiador de herramientas - Entrada 5" ( Puerta de herramientas abierta) pase a ALTO ; de lo contrario, da un error.
Puerta cerrada
- "Cambiador de herramientas - Salida 3" pasa a nivel bajo para cerrar la puerta de herramientas , luego el sistema espera 6 segundos para que la señal "Cambiador de herramientas - Entrada 5" ( Puerta de herramientas abierta) pase a nivel bajo , de lo contrario da un error.
Lógica de puerta de herramientas - Tipo 2
Esta lógica utiliza salidas duales para abrir y cerrar la puerta de la herramienta.
Puerta abierta
- "Cambiador de herramientas - Salida 3" pasa a ALTO para abrir la puerta de herramientas, luego el sistema espera 6 segundos para que la señal "Cambiador de herramientas - Entrada 5" ( Puerta de herramientas abierta) pase a ALTO ; de lo contrario, da un error.
- "Cambiador de herramientas - Salida 3" pasa a BAJO.
Puerta cerrada
- "Cambiador de herramientas - Salida 4" sube a Alto para cerrar la puerta de herramientas , luego el sistema espera 6 segundos para que la señal "Cambiador de herramientas - Entrada 6" ( Puerta de herramientas cerrada) suba a Alto , de lo contrario da un error.
- "Cambiador de herramientas - Salida 4" pasa a BAJO.
Cambio de herramienta
Cuando se recibe un comando de cambio de herramienta, la lógica del cambiador de herramientas funciona en los siguientes pasos:
- El husillo se apaga y el sistema espera a que se detenga según el valor de "Retardo de desaceleración" del husillo en la configuración del husillo.
- El sistema verifica si la herramienta actual en el husillo está configurada en una ranura en la pantalla F4-Herramientas ; de lo contrario, muestra un error.
- El sistema verifica si la herramienta a cargar está configurada en una ranura en la pantalla F4-Herramientas ; de lo contrario, muestra un error.
- El eje Z sube hasta la posición de inicio.
- Los ejes X e Y se mueven a "Posición de selección y colocación"
- Se abre la puerta de la herramienta
- Cambiador de herramientas - Salida 5 - sube a nivel alto para mover la copa de herramientas hacia arriba y espera a que la "entrada del cambiador de herramientas - 7" suba a nivel alto ( señal ARRIBA del cargador de herramientas); de lo contrario, genera un error
- El eje Z se mueve hacia abajo hasta la posición Z de selección y colocación de herramientas.
- " Chuck Clamp M10/M11" pasa a ALTO para soltar la herramienta , luego el sistema espera 6 segundos para que la señal "Cambiador de herramientas - Entrada 1" (estado de la barra de tracción del husillo) pase a ALTO ; de lo contrario, aparece un error.
- "Cambiador de herramientas - Entrada 2" - Va A ALTO para indicar que la herramienta está en la copa; de lo contrario, se produce un error.
- El eje Z se mueve hasta la altura libre Z del portaherramientas
- Las "Salidas 1 y 2 del cambiador de herramientas" se utilizan para mover las herramientas a la siguiente posición de herramienta usando la Entrada 2 del cambiador de herramientas para contar los pulsos de posición.
- Una vez que la herramienta deseada esté en posición, el "Cambiador de herramientas - Salida 1 y 2" detendrá la rotación de la bandeja de herramientas.
- El eje Z se mueve hacia ABAJO hasta la posición Z de selección y colocación de herramientas.
- " Chuck Clamp M10/M11" pasa a BAJO para sujetar la herramienta , luego el sistema espera durante 6 segundos para que la señal "Cambiador de herramientas - Entrada 1" (estado de la barra de tracción del husillo) pase a BAJO ; de lo contrario, se produce un error.
- Cambiador de herramientas: entrada 1, (estado de herramienta en su lugar), para ir a ALTO ; de lo contrario, aparece la alarma " Error de herramienta " y muestra " Herramienta en el husillo no detectada ".
- El eje Z se mueve a la posición inicial
- "Cambiador de herramientas - Salida 6" baja para retraer la copa del cargador de herramientas
- La puerta de la herramienta se cierra
Campana antipolvo
Asignación de ranuras para herramientas