English
English  Spanish
Spanish  French
French  German
German 上下文工具更换器 – 测试版
该换刀装置适用于 MASSO G3 和 MASSO Touch,且仅适用于 beta 版本 5.100b 或更高版本。


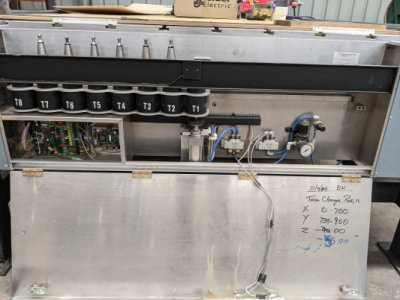
这些类型的换刀装置在多凸轮机床上很常见。
选择换刀装置
在Tool Changer 窗口中,选择Pop-up Tool Changer并双击进行配置。
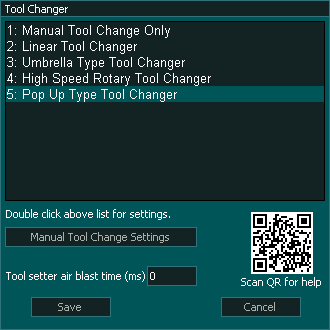
 该计时器确定换刀后测量工具之前用于清洁工具定位器的鼓风持续时间(以毫秒为单位)。
该计时器确定换刀后测量工具之前用于清洁工具定位器的鼓风持续时间(以毫秒为单位)。
为空气喷射工具配置器分配输出
上下文相关的换刀装置设置
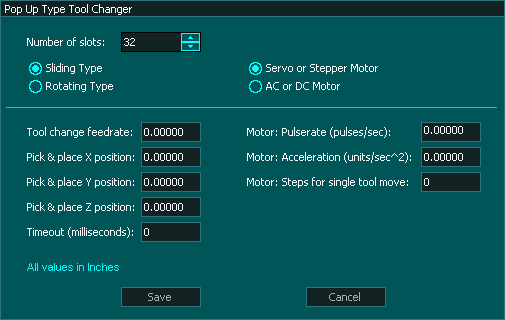
该换刀逻辑支持旋转(图 1 和 2)或滑动(图 3)换刀装置,最多可容纳 32 个刀具。
换刀装置的驱动电机可以是交流、直流、步进或伺服电机。
所有弹出式换刀装置均使用原位传感器。
当您在家设置机器时,会安装此换刀装置。
换刀装置设置
换刀器窗口分为 3 个部分。
根据您所拥有的换刀装置的类型,显示的各种选项将会发生变化。
以下五个选项对于所有换刀装置都是通用的,但并非全部都是必需的。
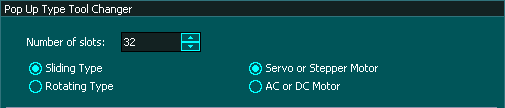
 刀槽数量: - 所有刀库均可配置 4 至 32 个刀槽。
刀槽数量: - 所有刀库均可配置 4 至 32 个刀槽。
 如果您有拉出式换刀装置,请选择此选项。 (照片3)
如果您有拉出式换刀装置,请选择此选项。 (照片3)
 如果您有旋转弹出式换刀装置,请选择此选项。 (图1、图2)
如果您有旋转弹出式换刀装置,请选择此选项。 (图1、图2)
 如果您使用步进电机或伺服电机移动工具杯,请选择此选项。
如果您使用步进电机或伺服电机移动工具杯,请选择此选项。
 如果您使用交流或直流电机移动工具杯,请选择此选项。
如果您使用交流或直流电机移动工具杯,请选择此选项。
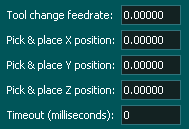
 这是拿起或放下工具的速度。
这是拿起或放下工具的速度。
 这是刀具将出现的 X 轴的机器坐标。
这是刀具将出现的 X 轴的机器坐标。
 这是刀具出现的 Y 轴机器坐标。
这是刀具出现的 Y 轴机器坐标。
 这是 Z 轴机器坐标,它还移动 Z 轴以放下和拾取新刀具。
这是 Z 轴机器坐标,它还移动 Z 轴以放下和拾取新刀具。
 该参数以毫秒为单位指定,定义了在显示加速警报之前换刀装置完成加速所需的时间。
该参数以毫秒为单位指定,定义了在显示加速警报之前换刀装置完成加速所需的时间。
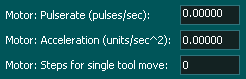
仅当选择伺服或步进电机时,以下选项才可用;否则它将作为一个选项被删除。
 输入每秒的脉冲数。这决定了工具壳可以移动的最大进给速率。
输入每秒的脉冲数。这决定了工具壳可以移动的最大进给速率。
 输入您的发动机加速度
输入您的发动机加速度
 输入移动到下一个工具所需的步骤数。
输入移动到下一个工具所需的步骤数。
入口和出口
如果您的机器没有或没有使用某些输入和输出,请勿分配它们。 MASSO 换刀逻辑会忽略它并继续执行换刀逻辑序列中的下一个任务。
本文档中用于换刀装置输入和输出的语法
“换刀器 – 输出 1” 表示换刀 – 1,是一个输出
“换刀装置 – 输入 1”表示换刀装置 -1,是一个输入
注意:任何换刀器输入或输出都可以分配给 MASSO 中的任何输入或输出。刀库编号并不指实际的输入或输出端口。
门票
换刀器-输入1-刀具在主轴状态,HIGH表示刀具在主轴。
换刀器 - 输入 2 -刀具在刀库杯中,HIGH 表示在刀杯中。
换刀器 - 输入 3 -检测刀板的初始位置。
换刀装置 – 输入 4 –每个刀具位置的脉冲/选通信号。
换刀装置 – 输入 5 – “工具门打开”信号。
工具更换装置 - 输入 6 -工具门关闭信号。 (信息:如果仅使用一个工具门打开/关闭状态传感器,请勿将此功能分配给输入。)
换刀装置 - 输入 7 -换刀装置高信号。
出港
换刀装置 – 输出 1 –用于交流或直流电机的步进或 CW 信号的 STEPS。
换刀装置 – 输出 2 –步进电机的方向或交流或直流电机的 CCW 信号。
换刀装置 - 输出 3 -刀架板打开。
换刀装置 - 输出 4 -刀架关闭信号。 (信息:如果仅使用一个阀门来打开/关闭工具门,请勿将此功能分配给任何输出。)
换刀装置 - 输出 5 -刀库打开信号。
换刀装置 - 输出 6 -换刀装置信号 AB。 (信息:如果仅使用一个刀库向上/向下阀,请勿将此功能分配给任何输出)
换刀逻辑
退回机器时:
- 一旦所有机床轴根据参考序列居中,刀具更换器逻辑就会参考刀具更换器。
- 工具被撤回,系统根据工具更换装置设置中配置的超时进行等待。
- 缩回后,工具移动直至激活工具托盘基本位置的检测。
- 然后系统自动将工具旋转到最后加载的位置(空工具槽)。
- 重要提示:刀库原始位置必须标记为插槽“1”。
工具门逻辑 – 类型 1
该逻辑使用单个输出来打开和关闭工具门。
开门
- “换刀器-输出3”变为高电平以打开工具门,然后系统等待6秒直到“换刀器-输入5”信号(工具门打开)变为高电平;否则会抛出错误。
关门
- “换刀器-输出3”变低以关闭刀门,然后系统等待6秒,直到“换刀器-输入5”信号(工具门打开)变低,否则产生错误。
工具门逻辑 – 类型 2
该逻辑使用两个输出来打开和关闭工具门。
开门
- “换刀器-输出3”变为高电平以打开刀门,然后系统等待6秒,直到“换刀器-输入5”信号(刀门打开)变为高电平;否则会抛出错误。
- “换刀装置 - 输出 3”变为低电平。
关门
- Alto下的“Cambiador de herramientas – Entrada 4” ,要关闭herramientas的门,系统会等待6秒,直到Alto下出现“Cambiador de herramientas – Entrada 6”( Puerta de herramientas cerrada)的信号,反之则出错。
- “换刀装置 - 输出 4”变为低电平。
换刀
当接收到换刀命令时,换刀器逻辑按以下步骤运行:
- 主轴断电,系统根据主轴配置中的主轴“延迟延时”值等待关机。
- 系统检查F4刀具界面的槽位中是否配置有主轴当前刀具;否则会显示错误。
- 系统检查F4工具界面的槽位中是否配置了要加载的工具;否则会显示错误。
- Z 轴移回到原始位置。
- X 轴和 Y 轴移动到“拾放位置” 。
- 工具门打开
- 换刀器 - 输出 5 -变高以向上移动刀杯并等待,直到“换刀器输入 - 7”变高( TOOL CHANGER UP 信号);否则会产生错误
- Z 轴向下移动到 Z 位置以进行刀具选择和放置。
- “卡盘夹紧M10/M11”变为高电平松开刀具,然后系统等待6秒,直到信号“换刀器-输入1”(主轴拉杆状态)变为高电平;否则会出现错误。
- “换刀装置 – 输入 2” -切换到“高”表示工具位于杯子中;否则会出现错误。
- Z轴移动至刀架Z间隙高度
- “换刀器输出 1 和 2”用于使用换刀器输入 2将刀具移动到下一个刀具位置,并对位置脉冲进行计数。
- 一旦所需的工具就位, “工具更换器 - 输出 1 和 2”就会停止工具托盘的旋转。
- Z 轴向下移动到 Z 位置以进行刀具选择和放置。
- “卡盘夹具M10/M11”变为低电平以夹紧刀具,然后系统等待6秒,直到“换刀器-输入1”信号(主轴拉杆状态)变为低电平;否则会出现错误。
- 换刀装置:输入1 (刀具就位状态)走高;否则,出现“刀具错误”报警,并显示“主轴未检测到刀具”。
- Z轴移动到起始位置
- “换刀装置 - 输出 6”下降以缩回刀库杯
- 工具门关闭
防尘罩
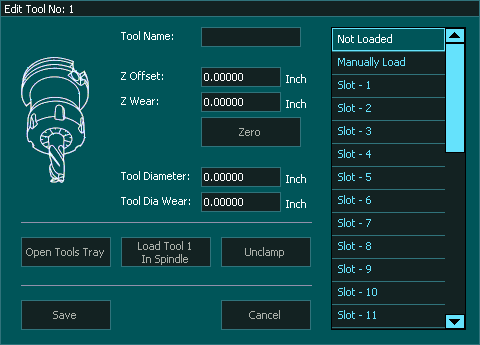
工具位置的分配